



*Revolution In Induction Heat Treatment – IFP
Uğur Şenol / Inductotherm İndüksiyon Sistemleri A.Ş., Kocaeli, Türkiye
ÖZET
Bir Isıl işlemci, bir indüksiyon tezgahını genel itibari ile şu faktörleri göz önünde bulundurarak değerlendirir; teknik yeterlilik, kalite, fiyat, teslimat süresi ve uzun ömürlülük. Bununla birlikte, son endüstriyel eğilimler göz önüne alındığında, çok daha kritik bir faktör daha ortaya çıkmaktadır. Esneklik.
Günümüz çağında hızlı değişen piyasa koşullarının getirdiği zorluklarla beraber indüksiyon sistemlerinin modern, kaliteli ve güvenilir ekipmanlar olmalarının yanı sıra, aynı zamanda farklı çaplarda ve şekillerdeki parçaların ısıl işlemlerine imkân sağlayacak derecede esnek olmalıdır.
Anahtar kelimeler: İndüksiyon, Isıl İşlem, Sertleştirme, Ayarlanabilir Frekans, Manyetik Alan, Çelik
ABSTRACT
A heat treatment specialist generally evaluates an induction hardening machine based on the following key factors: technical capability, quality, price, delivery time, and long-term durability. However, when recent industrial trends are taken into consideration, another factor has emerged as even more critical: flexibility.
In today’s era, alongside the challenges brought by rapidly changing market conditions, induction systems must not only be modern, high-quality, and reliable equipment, but also sufficiently flexible to enable the heat treatment of parts with varying diameters and geometries.
Keywords: Induction, Heat Treatment, Hardening, Adjustable Frequency, Magnetic Field, Steel
1. Giriş
İndüksiyon ile mil sertleştirme sürecinde kullanılan parçalar genellikle basit geometrilere sahip olurdu. (Şekil 1’e benzer). Günümüzde ise otomotiv, arazi ve tarım araçları ile havacılık gibi sektörlerde hafifletme çalışmaları daha da yaygınlaşmıştır. Bu nedenle, tasarımcılar mil benzeri metalik bileşenlerde ağırlığı azaltmak ve performansı artırmak için karmaşık tasarım yöntemlerine başvurmak zorunda kalmışlardır.
İndüksiyon tarama yöntemi ile sertleştirmede, sertleştirme prosesi sırasında bobin veya iş parçası (veya her ikisi birden) birbirlerine göre paralel yada doğrusal olarak hareket edebilir. İş akışına göre sistem, dikey, yatay veya eğik şekilde tasarlanabilir; ancak dikey tarama sertleştirme, ekipman daha az alan kaplaması gibi nedenlerden dolayı piyasada en yaygın tasarımdır.

Bir iş parçasının sertleştirilmesi gereken uzunluğunun yalnızca küçük bir bölümü, belirli bir sürede anlık olarak ısıtılır; bu durum, görece küçük daha az enerji gerektiren güç üniteleri kullanılarak uzun parçaların sertleştirilmesini mümkün kılar. Bu sistemler, proses sırasında tarama hızını ve gücünü değiştirme imkânı sağlar; bu sayede iş parçasının farklı bölgelerine uygulanan ısı miktarı kontrol edilebilir. İndüksiyon tarama ile sertleştirmenin sonuçları üzerinde en belirleyici etkiye sahip olan iki faktör, bobin tasarımı ve güç ünitesidir.

İndüksiyon tarama yöntemi ile sertleştirmede, sertleştirme prosesi sırasında bobin veya iş parçası (veya her ikisi birden) birbirlerine göre paralel yada doğrusal olarak hareket edebilir. İş akışına göre sistem, dikey, yatay veya eğik şekilde tasarlanabilir; ancak dikey tarama sertleştirme, ekipman daha az alan kaplaması gibi nedenlerden dolayı piyasada en yaygın tasarımdır.
Bir iş parçasının sertleştirilmesi gereken uzunluğunun yalnızca küçük bir bölümü, belirli bir sürede anlık olarak ısıtılır; bu durum, görece küçük daha az enerji gerektiren güç üniteleri kullanılarak uzun parçaların sertleştirilmesini mümkün kılar. Bu sistemler, proses sırasında tarama hızını ve gücünü değiştirme imkânı sağlar; bu sayede iş parçasının farklı bölgelerine uygulanan ısı miktarı kontrol edilebilir. İndüksiyon tarama ile sertleştirmenin sonuçları üzerinde en belirleyici etkiye sahip olan iki faktör, bobin tasarımı ve güç ünitesidir.
Tarama yöntemi ile sertleştirmenin dezavantajları
İş parçalarının geometrik açıdan düzensizlikleri bobin tarafından üretilen manyetik alanı bozabilir; bu durum, sıcaklık değişimlerine ve aşırı şekil deformasyonuna yol açabilir. Örneğin, uzunluğu boyunca büyük çap değişimlerine sahip iş parçaları, tarama yöntemi ile sertleştirildiğinde sertliklerde istenmeyen sapmalara ve metalurjik açıdan arzu edilmeyen yapılara neden olabilir. Ayrıca, piyasada karmaşık geometriye sahip iş parçalarının uzunlukları boyunca sertlik ve derinlik değerlerinde farklılık istenebilmektedir. Bu durumda, tarama esnasında sertlik derinliğinin buna uygun olarak değiştirilebilmesi gerekir. Bunun için gereken 3. değişken frekanstır. Ancak, çoğu orta ve yüksek frekanslı güç üniteleri, sabit bir frekansta çalışacak şekilde tasarlanmıştır ve bu frekans indüksiyon tarama sertleştirme işlemi esnasında anlık ve isteğe bağlı olarak değiştirilemez.
Birçok durumda, çalışma frekansı, iş parçasının belirli bir bölümü için istenen değerden daha yüksek veya daha düşük olabilir.
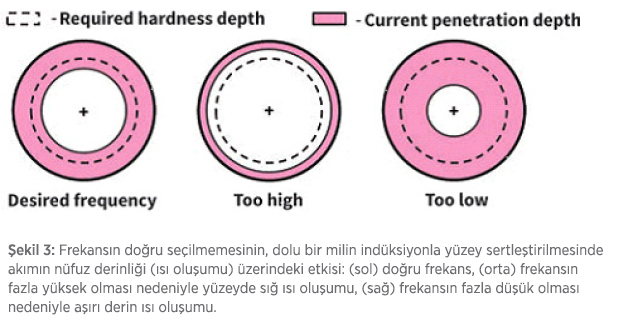
Frekansın istenenden belirgin şekilde yüksek olması durumunda (Şekil 3, orta), akımın nüfuz derinliği olması gerekenden daha yüzeye yakın olur ve bu da gerekli sertleşme derinliğinde yüzeyin alt bölgesinin uygun şekilde östenit faza geçmesi için yetersiz kalabilir. Bu nedenle, ısının yüzeyden daha derin tabakalara doğru iletilebilmesi için ısıtma süresinin uzaması gerekir. Bu durum genellikle tarama hızının ve gücün azaltılmasıyla sağlanır; ancak bu durumda da yüzey aşırı ısınabilir. Bu çözüm yolu döngü süresini gereksiz yere uzatmakla kalmaz, aynı zamanda yüzeyde aşırı ısınmalara ve istenmeyen olumsuz metalurjik ve mekanik problemlere de yol açabilir.
Buna karşılık, frekansın gerekenden daha düşük olması durumunda (Şekil 3, sağ), östenit tabaka gereğinden fazla derin noktalara ulaşır; bu da ihtiyaç duyulandan daha derin bir sertlik profiline ve sonucu esneklik kaybına ve aşırı distorsiyona yol açar. Bu olumsuz etkileri azaltmak için, ısının derinlere doğru iletimini sınırlamak amacıyla tarama hızı ve güç artırılır; böylece olması gerekenden daha düşük frekans kullanımının etkileri kısmen engellenmiş olur.
Parça geometrilerinin geniş çeşitliliği göz önüne alındığında, tüm proseslere uygun tek bir ideal çalışma frekansı hiçbir zaman mümkün değildir. Bu nedenle sabit frekanslı tarama sertleştirme proseslerinde, istenen metalurjik kalite ile üretim hızı ve proses kabiliyeti arasında her zaman bir denge kurulmak zorunda kalınır. Isıl iletimi azaltmaya veya artırmaya yönelik proses ayarlamaları, doğru olmayan frekans kullanımının olumsuz etkilerini azaltmaya yardımcı olabilir; ancak bu etkileri tamamen ortadan kaldıramaz. Ayrıca bu tür ayarlamalar, ısıl işlem görmüş parçaların metalurjik kalitesini, geçici ve kalıcı gerilme dağılımlarını da olumsuz yönde etkileyebilir.
2.Deneysel Çalışmalar
Vaka çalışması: İndüksiyon tarama ile sertleştirme
İndüksiyon tarama ile sertleştirme, iş parçası boyunca birden fazla çap değişimi bulunan ve farklı bölgelerde farklı sertleşme derinliği gereksinimleri olan parçaların ısıl işleminde sıklıkla kullanılır. Buna örnek olarak, parça uzunluğu boyunca çeşitli geometrik farklılıklar içeren ve en belirgin değişimi 5 mm’lik çap daralması olan 25 mm çapında SAE 4140 çelikten imal edilmiş kademeli bir milin tarama yöntemi ile indüksiyon sertleştirmesi ele alınabilir.
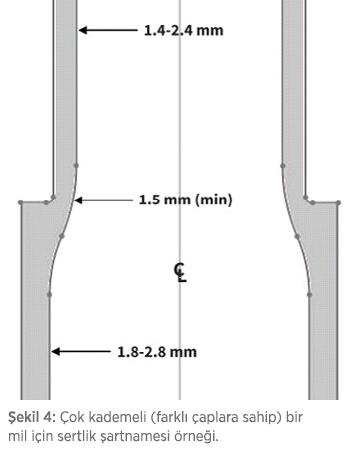
Şekil 4’te, çap geçiş bölgesinde istenen sertleşme profili gösterilmektedir. Mil ucundaki sertleşme profilinin keskin bir şekilde sonlanması gereksinimi nedeniyle, tek turlu bir bobin kullanılmaktadır.
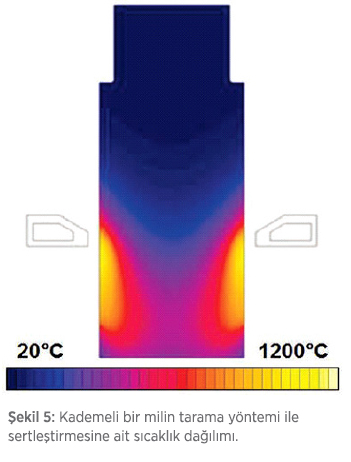
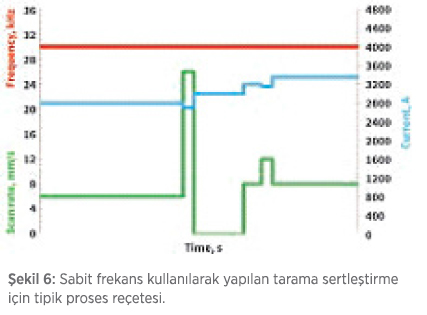
Sabit frekanslı indüksiyon tarama sertleştirme sistemi kullanılırken, tüm sertleştirme süreci için tek bir frekans seçmek gerekir. Mil boyunca, yaklaşık 2 mm sertleşme derinliği gerektiren bölgelerde, düz kısımlarda optimal sertleştirme sonuçları elde edebilmek için yaklaşık 30 kHz frekans kullanılır. Şekil 5, taramalı sertleştirmenin ilk aşamasında oluşan sıcaklık dağılımını göstermektedir. Milin bu kısmını sertleştirmek için kullanılan frekans reçetesi Şekil 6’da gösterilmiştir. Parça aşağı doğru hareket ettikçe ve çap geçişi bobinin üst kısmına yaklaştıkça, çap geçişinin dış köşesinde oluşacak aşırı ısınma eğilimini önlemek için tarama hızı artırılır. Ardından, bobinin alt yüzeyi çap geçişinin hemen üzerinde kısa bir bekleme süresi ile durdurularak tarama hızı sıfıra düşürülür. Bu, çap geçişinin olduğu kısmın içeride kalan köşesinin daha iyi ısınmasını sağlar. Çok kısa bir bekleme süresinin ardından, çap geçişinin hemen üzerindeki bölgede aşırı ısınma riskini azaltmak amacıyla çok kısa bir süre daha yüksek tarama hızı kullanımından sonra, tarama hızı tekrar sabit 8 mm/s değerine döner.
Şekil 7, milin bu bölgesindeki sertleşme profilini göstermektedir. Çap geçişinin üstünde ve altında sertleşme derinlikleri müşteri gereksinimlerini karşılarken, çap geçişinin olduğu kısmın içeride kalan köşesinin sertleşme derinliği yalnızca 0,9 mm (0,035 inç) olup, gerekli minimum 1,5 mm (0,06 inç) değerini karşılamamaktadır.
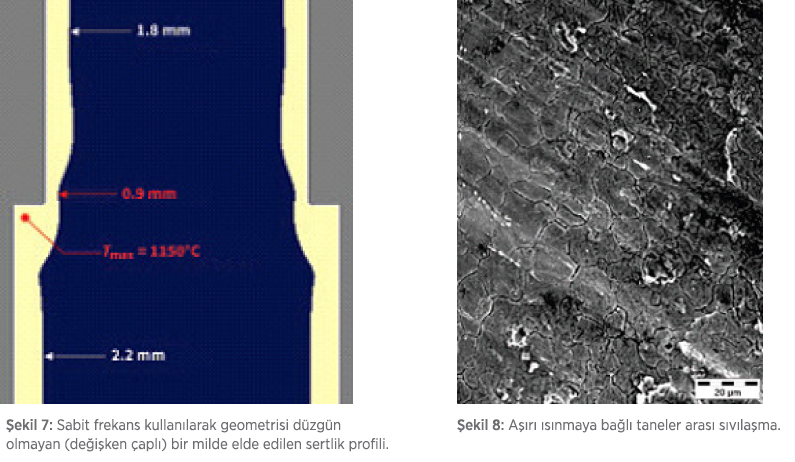
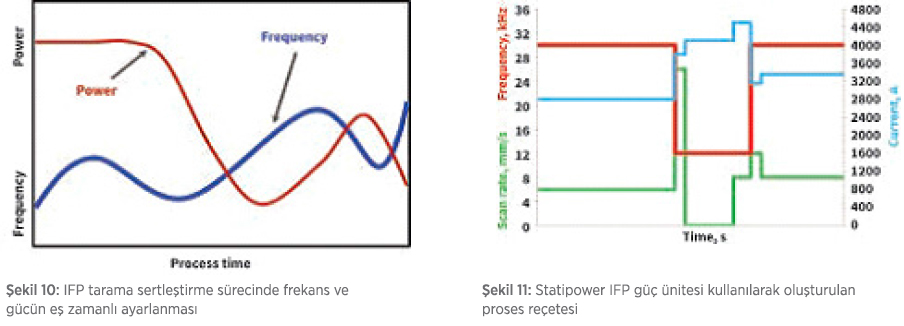
Buna karşılık, parçanın köşesinde aşırı ısınmaya bağlı olarak, 1150°C gibi bir tepe sıcaklık görülür ve bu da istenmeyen bir durumdur. Yüzeyin aşırı ısınması, parçada tanecik yapısının büyüyerek iri tanecik yapısının oluşmasına yol açar ve bu durum mekanik özelliklerin kötüleşmesine neden olur. Ayrıca, aşırı ısınma, parçada çatlak oluşumunun en yaygın nedenlerinden biridir; çünkü tanecik yapısını zayıflatır. Tane sınırı sıvılaşması (veya başlangıç erimesi), tane sınırlarında birikmiş düşük ergime sıcaklığına sahip fazların sıvı hale geçmesiyle ortaya çıkar. Bu durum tane sınırlarının bozulmasına yol açar. Şekil 8’de, tane sınırları boyunca oluşmuş sıvılaşmış bölgelerden oluşan bir ağ yapısı gösterilmektedir.
Tane sınırı sıvılaşması; manganez (Mn), kükürt (S), bakır (Cu) ve bazı diğer elementlerin östenit tane sınırlarında yoğunlaşmasıyla daha da şiddetlenir.
Çap geçişlerinin iç köşelerinde oluşan yetersiz sertleşme derinliği ile buna komşu dış köşelerdeki aşırı ısınma problemi, sabit frekanslı indüksiyonla sertleştirme sistemleri kullanılarak çoğu zaman çözülememektedir.

İndüksiyon tarama ile sertleştirmede yeni bir dönem- IFP
İndüksiyon sertleştirme proseslerinde, ısı derinliğine etki eden en büyük faktör uygulanan frekanstır. Bu nedenle, parça geometrisine bağlı olarak tarama sertleştirme döngüsünün farklı aşamalarında frekans, güç ve tarama hızı parametrelerinin değiştirilmesi, üretim hızının artırılmasına ve metalurjik kalitenin iyileştirilmesine katkı sağlamaktadır. Ne yazık ki, mevcut inverterlerin çoğu bu yeteneğe sahip değildir.
Inductoheat tarafından geliştirilen patentli teknoloji, yeni nesil IGBT’ler ile donatılmış inverter (Statipower-IFP) (Şekil 9), bu yeteneğe sahiptir ve istenen sertlik profilinin elde edilmesini sağlayabilmektedir. Isıtma döngüsü sırasında frekansın (5–60 kHz) ve gücün (450 kW’a kadar) önceden programlanarak anlık olarak değiştirilmesini sağlar (Şekil 10), böylece elektromanyetik, ısıl ve metalurjik koşulların optimizasyonunu mümkün kılar.
Vaka çalışması: IFP teknolojisi ile tarama sertleştirme
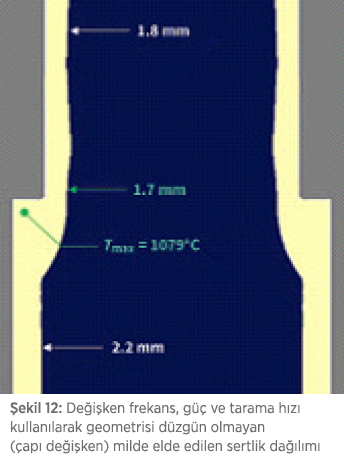
Önceki vaka çalışmasında kullanılan, uzunluğu boyunca çapında değişkenlikler olan mil, bu vaka çalışmasında IFP inverter teknolojisinin yetenekleri kullanılarak tarama yöntemi ile sertleştirilmiştir. Çap geçişi bölgesinde frekansın düşürülmesi, iç köşede daha derin ısı oluşumunu sağlar ve dış köşenin aşırı ısınma riskini azaltır. Proses reçetesi Şekil 11’de gösterilmiştir. Tarama hızının zamana göre değişimi sabit frekanslı prosesten farklı değildir. Bu çalışmada bobin çap geçişine yaklaşırken inverterin çıkış frekansı 12 kHz’e düşürülmüştür.
Değişken frekans prosesi ile elde edilen sertlik profili Şekil 12’de gösterilmektedir. Çap geçişinin iç köşesindeki sertleştirilmiş tabaka derinliği, sabit frekansa göre neredeyse iki katına çıkarak 1,7 mm gibi kabul edilebilir bir değere ulaşmıştır.
Ayrıca, dış köşedeki en yüksek sıcaklık önceki deneme çalışmasına göre 70-150°C daha düşüktür; bu da parçanın dış köşesinde aşırı tane büyümesinin ve tane sınırı sıvılaşması probleminin önüne geçer.
Frekansın 30 kHz’den 12 kHz’e düşürülmesi dış köşede oluşan en yüksek sıcaklığın 1150°C’den 1000°C’ye düşürülmesinde önemli bir katkı sağlar. Bu sıcaklık, 30 kHz’den 5 kHz’e geçilerek kolayca daha da düşürülebilir.
IFP teknolojisinde yeni ufuklar
Yeni nesil IFP inverter teknolojisi, artırılmış proses esnekliği sayesinde endüstriyel gereksinimleri etkin biçimde karşılamakta; indüksiyon ısıl işlem ekipmanlarının yeteneklerini önemli ölçüde genişletmekte ve ısıl işlem görmüş parçaların metalurjik kalitesini daha da iyileştirmektedir.
Özellikle Inductotherm IFP inverter sistemlerinin frekansı anlık olarak on kattan fazla değiştirebilme kabiliyeti, çok çeşitli indüksiyon uygulamalarında belirgin avantajlar sağlamaktadır. Bu teknoloji; yüzey sertleştirme (case hardening), tam sertleştirme (through hardening), tavlama işlemleri ve dişli benzeri parçaların sertleştirilmesi gibi uygulamalarda yüksek proses kontrolü sunmaktadır.
Ayrıca, büyük çaplı dişlilerde diş-diş sertleştirme uygulamalarında homojen sertlik dağılımı, tekrarlanabilirlik ve enerji verimliliği açısından önemli üstünlükler sağlamaktadır. Geniş frekans aralığında hızlı geçiş yapılabilmesi, farklı parça geometrileri ve sertleştirme derinlikleri için tek bir sistemle optimum proses koşullarının elde edilmesine olanak tanımaktadır.
Bu nedenle, IFP teknolojisi kullanılarak 8 mm ve 25 mm çapındaki parçaların tam ısıtılmasında sırasıyla 60 kHz ve 5 kHz frekanslarının uygulanması, enerji verimliliği ve üretim kapasitesi açısından optimum sonuçlar sağlamaktadır.
Proses reçetesinin yeniden programlanmasıyla, ek donanım gerektirmeden hem enerji verimliliği artırılmakta hem de metalurjik kalite iyileştirilmektedir.
Yüzey sertleştirme, Nominal sertlik yüzey derinliği 1,8 mm olan 12 mm çapındaki parçaların indüksiyon ile sertleştirilerek işlenmesi için 50-60 kHz aralığında bir frekans gerekir. Eğer ürün, nominal 5 mm sertlik yüzey derinliğine sahip 30 mm çapındaki bir parça ile değiştirilirse, daha derin bir ısıtma sağlamak için 5-7 kHz gibi çok daha düşük bir frekans gerekir. IFP teknolojisi, bu tür frekans değişikliklerini kolaylıkla karşılayabilir. Sertleştirme ile tavlama/gerilim giderme işlemlerinde ulaşılan sıcaklıklar Curie noktasının altında kaldığından, çelik manyetik özelliğini korur ve yüzey etkisi (skin effect) oluşur.
Bu etki, ısının yüzeye yakın bölgelerde yoğunlaşmasına neden olur. Bu nedenle, sertleştirme ve tavlama işlemlerinde benzer frekanslar kullanıldığında, yüzeyde aşırı tavlama meydana gelebilir ve iş parçası yüzeyindeki faydalı artık gerilmeler olumsuz yönde değişebilir.
Bu nedenle hem sertleştirme hem de tavlama proseslerinde kullanılan indüksiyon sertleştirme ekipmanlarında, sertleştirme için daha yüksek, indüksiyon tavlama ve gerilim giderme işlemleri için ise daha düşük frekansların kullanılması avantajlıdır; bu gereklilikler IFP teknolojisi ile kolaylıkla karşılanabilmektedir.
Dişli Benzeri Parçaların toplam Sertleştirilmesi (Spin Hardening), işlemi sırasında çıkış gücünü ve frekansı anlık değiştirebilme yeteneği, iç bölgeleri ısıtmak için daha düşük frekans kullanmasına olanak sağlarken, dişlinin uç kısımlarının yeterli şekilde ısıtılmasını sağlamak için daha yüksek frekans kullanılmasını mümkün kılar. Bu yöntem, orta boyutlu dişliler, dişli çarklar ve zincir dişlileri için spin hardening uygulamalarında çok etkilidir. Bazı çark tipi iş parçalarının diş kısımlarına tek tek sertleştirme işlemi uygulanması gerekebilir. Bobin (indüktör), bitişik dişlerin iki yan yüzeyi arasında simetrik olarak konumlandırılır. Bu tip uygulamalarda kullanılan dişlilerin boyutları oldukça büyük olabilmektedir; çapları kolaylıkla 3 m’yi aşabilir ve ağırlıkları birkaç ton olabilir. Rüzgâr türbinlerinde kullanılan dişliler, diş diş sertleştirmenin etkin bir şekilde uygulandığı ürünlere örnektir.
Bununla birlikte, bu teknik kenar bölgelerde aşırı ısınma ve çatlama gibi bir problem ortaya çıkarabilir. IFP inverterlerinin gücü ve frekansı anında değiştirebilme yeteneği, özellikle uç bölgelerde gereken sertlik değerlerinin başarılı bir şekilde elde edilmesine yardımcı olabilir.
4. Sonuç
Metal parça üreticileri uzun yıllardır sertleştirme prosesi için indüksiyon ısıl işlemin avantajlarından faydalanmaktadır. Ancak, ısıtma derinliğini istenilen şekilde değiştirebilme esnekliği sağlayan ve frekans değiştirme kapasitesi on kattan fazla olan IFP, özellikle tüm gövde sertleştirme (through hardening), yüzey sertleştirme, temperleme/gerilim giderme, dişli benzeri parçaların sertleştirilmesi gibi uygulamalarda önemli avantajlar sunmaktadır.
Tüm gövdenin sertleştirildiği işlemlerde, değişken çaplarda silindirik parçaların, ısıl işlemleri sırasında oluşan Eddy akımlarının birbirini sönümleme riskine sahiptir. Bu, parçaların karşılıklı taraflarındaki Eddy akımlarının birbirini sönümlesi ve ısıl verimliliğin ciddi şekilde düşmesine yol açar. Bazı durumlarda, parça elektromanyetik alana karşı yarı geçirgen hale gelerek enerji absorbe edemez ve bobin gücü artırılsa bile ısıtma mümkün olmaz. IFP inverterleri, çıkış frekansını sabit frekanslı inverter panellerine kıyasla on kat veya daha fazla değiştirme kapasitesine sahiptir; bu da söz konusu problemi ortadan kaldırır. Örneğin ostenit sıcaklıklarında verilen gücün %86’sı, 60 kHz ve 5 kHz frekanslarında sırasıyla 2,3 mm ve 7 mm derinlikte yoğunlaşır. Bu sayede IFP teknolojisi, 8 mm ve 25 mm çapındaki parçaların sırasıyla 60 kHz ve 5 kHz frekansta ısıtılmasıyla enerji verimliliğini ve üretim hızını en üste çıkarır.
Yüzey sertleştirme işlemlerinde, 12 mm çapındaki pimler 1,8 mm sertlik derinliği hedefiyle sertleştirilirken 50-60 kHz arası frekans gerekir. Ürün 30 mm çap ve 5 mm sertlik derinliğine sahip bir parçaya değiştirildiğinde, daha derin ısı dalması sağlamak için 5-7 kHz gibi düşük frekanslar tercih edilmelidir. Bu yaklaşım, üretim hızını etkilemeden parçanın metalürjik kalitesini artırır. IFP teknolojisi, bu frekans değişikliklerini kolayca sağlayabilir.
Sertleştirme ve temperleme/gerilim giderme işlemlerinde, temperleme sıcaklıkları Curie noktasının altında gerçekleştiği için çelik manyetik özelliklerini korur ve indüksiyon temperlemede her zaman “skin effect” etkisi belirgindir. Bu durum yüzeyde aşırı temperleme ve yüzeydeki faydalı basınçlı gerilmelerin tersine dönmesine yol açabilir, özellikle sertleştirme ve temperleme işlemleri aynı frekansta yapıldığında. Bu nedenle hem sertleştirme hem de temperleme/gerilme giderme işlemleri için kullanılan indüksiyon makinelerinin, sertleştirme için yüksek, temperleme için düşük frekans kullanması avantajlıdır; bu ihtiyaç IFP teknolojisi ile karşılanır.
Dişli benzeri parçaların sertleştirilmesinde, karmaşık şekillerin tek denemede ve frekansın anında bağımsız olarak değiştirilmesi uzun yıllar boyunca zorlu bir problem olmuştur. Inductoheat’in IFP teknolojisi bu ihtiyaca devrimsel bir çözüm sunmaktadır.
Not: Statipower tescilli bir markadır ve IFP, Inductoheat Inc.’in markasıdır.
Referanslar
[3] V. Rudnev, D. Loveless ve R. Cook, Handbook of Induction Heating, 2017.
[4] G. Doyon, Change Creates Change, Adv. Matls. & Proc., Şubat/Mart, s. 52, 2017.
[4] C. Russell, V. Rudnev, F. Andrea ve A. Ulferts, Maximizing Quality and Equipment Flexibility in Induction Scan Hardening Applications, XVIII. Uluslararası UIE Kongresi, Malzeme İşleminde Elektroteknolojiler, Almanya, s. 379-384, 2017.
[4] Statipower IFP - Independent Frequency and Power Output, Inductoheat Broşürü, 2016.