



TEKNİK MAKALE
Kathrin Doster, Jürgen Lamparter, Oskar Frech GmbH + Co.KG
Tercüme: Dr.M.Cahit Ensari, Metek Mühendislik Mümessillik Tic. Ltd. Şti.
Kathrin Doster, Jürgen Lamparter, Oskar Frech GmbH + Co.KG
Tercüme: Dr.M.Cahit Ensari, Metek Mühendislik Mümessillik Tic. Ltd. Şti.
Neckarsulm - Almanya ‘ da yerleşik KS Aluminium Technologie GmbH firması, yüksek basınçlı döküm ve alçak basınçlı döküm yöntemleri ile alüminyum krank kutusu üreten, dünyanın lider firmalarından biridir.
Söz konusu firma, Jaguar, Bentley, BMW, Daimler, VW, Audi, Porsche ve Volvo gibi ünlü otomobil üreticilerinin kullandığı R3, R4, R5, R6 motorları ile V6, V8,V10, V12 motorları için yüksek kaliteli alüminyum krank kutularının döküm ve daha sonraki işlemlerini yapmaktadır. Firma ayrıca VW firmasının VR motorları için alüminyum krank kutusu üretmektedir.
1993 yılında, KS Aluminium Technologie GmbH firması, Müller Weingarten Druckgiesstechnik firmasından ( şu anda Oskar Frech GmbH + Co.KG firması bünyesindedir ) 32.000 kN kitleme kuvvetine sahip ful otomatik GDK 2800 tipi soğuk kamaralı basınçlı döküm tezgahı satın alarak başarılı bir işbirliği başlatmıştır. 1998 yılında ikinci ful otomatik tezgah satın alınmıştır. 2010 yılı sonuna kadar sisteme 4 tezgah daha eklenecektir.

Şekil 1: KS Aluminium Technologie GmbH firmasının ilk ful otomatik GDK 2800 tezgahı
Sahip oldukları pompa sistemi sayesinde enerji maliyetleri düşük olan GDK serisi tezgahların, günümüzde ne kadar güçlü ve güvenilir teknolojiye sahip olduğu kanıtlanmıştır.
1993 yılında satılan ful otomatik tezgahta, otomatik silindir gömleği besleme ünitesi, insert ( gömlek parça ) yerleştirme robotu, spreyleme ünitesi, parça alma ünitesi, yollukları kesmek için trim presi ve otomatik paletleme ünitesi bulunuyordu. Bu sistem, günümüzde bile yüksek kalite ve verimlilik standartını temsil etmektedir. R4, R5, R6 motorları için alüminyum krank kutusu üretim kapasitesinin artışı ile 1998 yılında ikinci kez 32.000 kN kitleme kuvvetine sahip ful otomatik GDK 2500 tipi soğuk kamaralı basınçlı döküm tezgahı satılmıştır.

Şekil 2: Otomasyonu daha da iyileştirilmiş ful otomatik GDK 2500 tezgahı
Yeni sistem planlanırken, daha önceki sistemden elde edilen deneyim ve veriler göz önünde bulundurulmuştur. Otomasyon konusunda müşteri ile ortak geliştirilen iyileştirme tasarımında, insert (gömlek) yerleştirme ve parça alma işlemi tek robota yaptırılmış, çapakları kabaca alma amacıyla şerit testere ünitesi sisteme ilave edilmiştir. Krank kutusu üretimdeki fazla değişkenliklerden dolayı, tasarım ve uygulama oldukça esnek tutulmuştur.
Harzgerode bölgesinde KS ATAG TRIMET Guss GmbH üretim ortaklığının kurulması ile gerekli alt yapı için talepler gelmiş, Almanya ’da dizel ağır vasıtalar için alüminyum krank kutularının verimli ve rekabet edilebilir şekilde üretimi sağlanmıştır. Daha önce KS Aluminium Technologie GmbH firmasına sunulan güvenilir sistem, 1992 den beri Fransa ‘da PSA – Mühlhausen firmasına verilen 14 farklı motor bloku sistemine ilişkin ortak deneyimler ve özellikle kabul gören sistem tasarımı sonucunda, Frech firması yeniden iki adet ful otomatik GDK 3500 tipi soğuk kamaralı basınçlı döküm tezgahı siparişi almıştır.

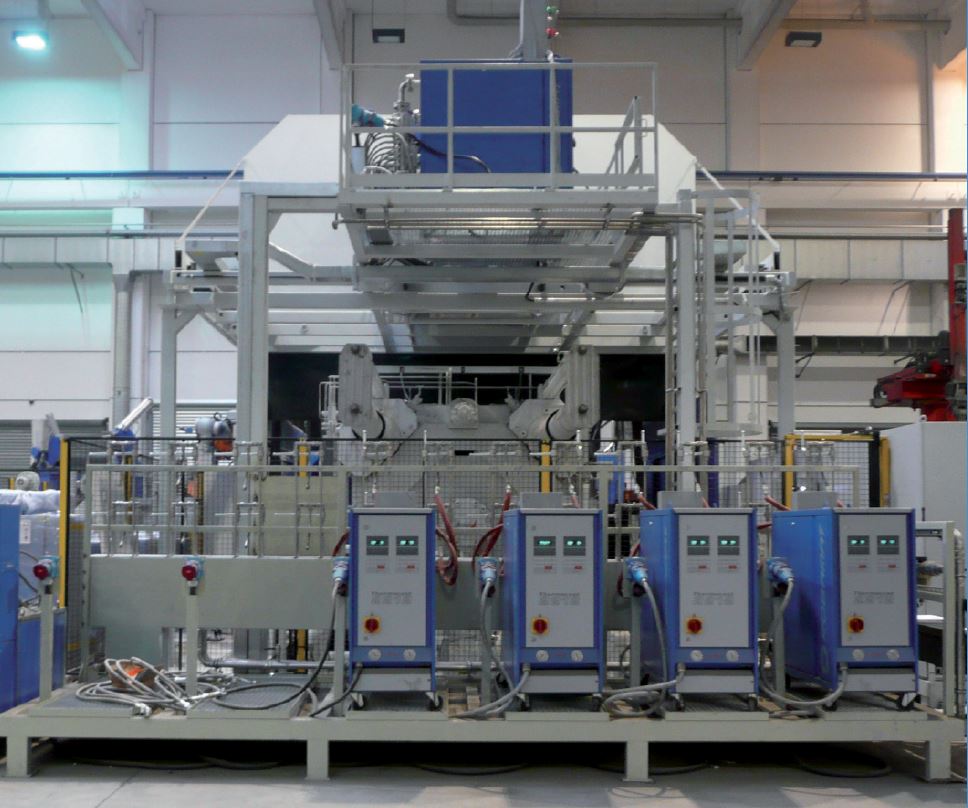
Şekil 3: Sevkiyat öncesi tüm sistemin fonksiyon testleri yapılmaktadır
İlk sistem rekor bir zamanda müşteriye teslim edilmiştir. Teslimat 7 ayda yapılmış, tüm sistemin kurulumu ve ilk parçanın dökümü 4 haftada gerçekleştirilmiştir. Frech firmasının bu etkileyici başarısı, makinenin tüm fonksiyon testlerinin, teslimat öncesi Almanya - Plüderhausen ‘deki yeni üretim tesisinde yapılabilmesi ile sağlanmıştır. İlave olarak müşteri tarafından temin edilen kalıp sıvı metalsiz halde test edilerek, tezgahın kabulü öncesinde çıkabilecek komut iletme sorunları çözülmüştür.
Sistemi daha esnek kılmak ve ilerde farklı üretimlerde kullanabilmek için 38.000 kN kitleme kuvvetine sahip GDK 3500 tipi tezgah seçilmiştir. Söz konusu tezgah, R3, R4, R5, R6 ve V6, V8 motorlarına ait alüminyum krank kutuları ile birlikte diğer yapısal parçaların dökümü için de uygundur. Sistem, bir işçinin ful otomatik iki hücreyi tek başına çalıştırabilecek şekilde tasarlanmıştır.
Müller Weingarten tarafından geliştirilen OPTICAST döküm ünitesinin esnekliği, Frech firmasının üstün kontrol teknolojisi ile birleştirilerek, hem ince kesitli hem de kalın kesitli parçaların dökümü için ideal bir tezgah oluşturulmuştur. Metalsiz halde 500 m/s2 ‘ yi aşan ivme ve 9 m/s ‘ ye varan V2 hızı yüksek dinamik özelikleri kanıtlamaktadır. Dinamik kontrol teknolojisi sayesinde, son basıncın aşırı pik yapması önlenmektedir. Bu özellik hassas olarak tekrarlanabilmekte ve proses kararlılığı Cmk 1,33 ten daha büyük kalmaktadır.
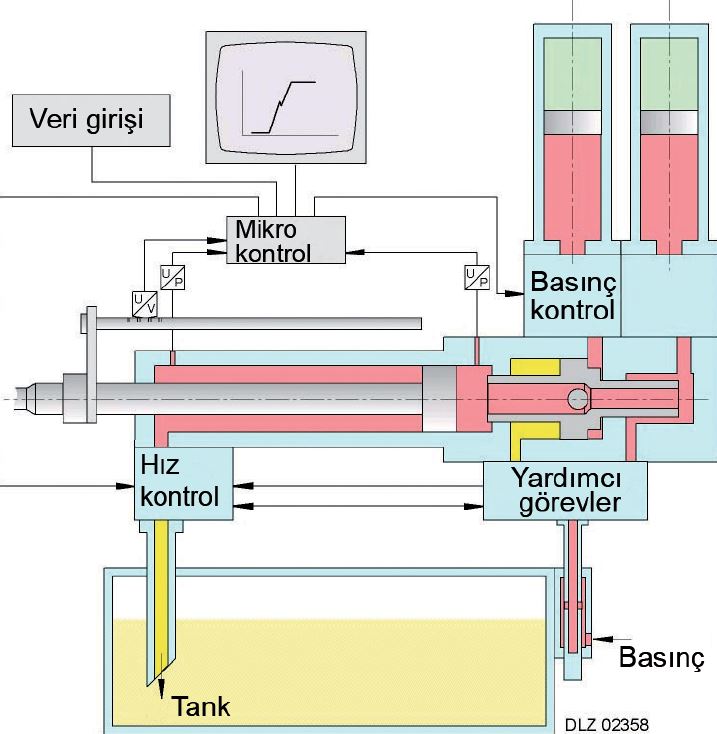
Şekil 4: Opticast döküm ünitesi
Döner bir tablaya yerleştirilen iki adet potalı bekletme fırını, metal alma eksenine otomatik olarak getirilebilmektedir.
Seçilen potalı fırın tasarımı, sürekli olarak sıvı metal beslenmesini sağlamaktadır. Potalı fırının biriyle döküm yapılırken, diğer potalı fırında bakım veya sıvı metal tretmanı gibi işlemler yapılabilmektedir. Döner tabla sayesinde potalı fırınların yeri hızlı şekilde değiştirilerek üretim kesintisiz yapılabilmektedir. Lineer kepçe sistemi ile oksitlenme minimum olacak şekilde, 40 kg ‘a kadar + % 1 hassasiyetle sıvı alüminyum beslenmektedir.

Şekil 5: Döner bir tablaya yerleştirilmiş iki adet potalı bekletme fırını esnek sıvı metal beslemesini sağlamaktadır.
İki eksenli spreyleme ünitesi basınç arttırma ünitesine sahip olup her türlü kalıp ayırıcı yağ kullanımına uygundur. Bağımsız püskürtme kafaları, yağ basıncının kontrol imkanı, filtre sistemi ve sıvı akışını izleme imkanı sayesinde, hedeflenen su ve yağ karışımını yüksek basınç altında, etkili bir şekilde uygulamak mümkün olmaktadır. Böylelikle spreyleme ve soğutma süresi kısaltılmakta, istenen yağ hacımı verimli bir şekilde kullanılmakta, spreyleme prosesi kontrol edilip izlenebilmektedir.

Şekil 6: Gömlek yerleştirme ve parça alma çeneleri
Her baskı öncesi, silindir gömlekleri çeneler yardımı ile kalıba yerleştirilir ve eksenleme aygıtı ile hassas bir şekilde yerine oturtulur. Taşıyıcı bant üzerinde, gömlek ölçülerini kontrol için mastarlar ve gömlekleri ısıtmak için endüksiyonla ısıtma sistemi mevcuttur.
Gömlekleri kalıba yerleştirmek ve dökülen parçayı dışarı almak için kullanılan 6 eksenli robot, hücre içindeki tüm işlemler için yeterli olmakta, 7ci hareket eksenine gerek duyulmamaktadır. Böylece düşük yatırım bedeli ile oldukça büyük esneklik sağlanmaktadır.
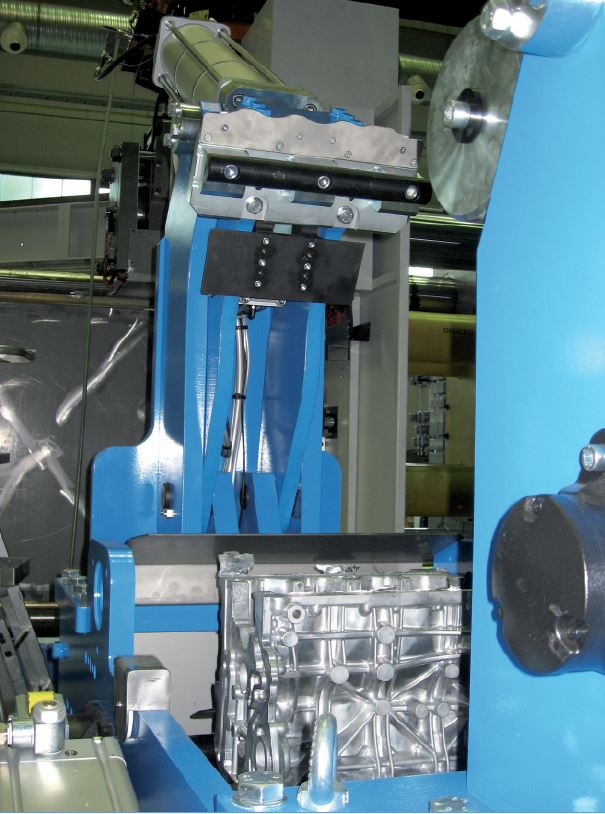
Şekil 7: Dört silindirli krank kutusu için kaba çapak alma birimi
Parça dışarı alınıp eksik çıkmadığı kontrol edildikten sonra, kaba çapak alma birimine aktarılır. Parçanın çarpılmaması için yolluk sistemi parçadan testere ile kesilerek ayrılır.
Her parça, kalite sistemi gereğince, kaliteye ilişkin üretim ve proses parametrelerini tanımlayacak şekilde işaretlenir. Çapağı kabaca alınmış alüminyum krank kutusu, 6 kademeli soğutma bölgesinde hava ile soğutulur ve parça alma robotu tarafından zaman kontrollü konveyör bandının üzerine bırakılır.
KS firmasının çevrim süresini kısaltmak istemesi, krank kutusu kalıbında soğutma ve sıcaklık kontrol işlemlerinin en iyi şekilde yapılmasını zorunlu kılmıştır. Çözüm, müşteri firma mühendisleri ile Robamat Automatisierungstechnick GmbH firması tarafından ortak geliştirilmiştir. Basınçlı su dolaşımı sağlayan bir ünite, kalıbın istenen bölgelerinde, sıcaklığı istenen seviyede kontrol altında tutmaktadır.
Şekil 8: Robamat sıcaklık kontrol ünitesi ile kalıp soğutma
Suyun ısı transfer özelliği yağa oranla daha iyidir. Sıvı metalden gelen ısı kalıptan hızlı bir şekilde uzaklaştırılır ve kalıp sıcaklığı düşük enerji tüketimi ile istenen seviyede tutulur. Böylece çevrim süresi de kısaltılmış olur.
Isının kalıba eşit dağılımı kalıp ömrünün de uzun olmasını sağlar.
Alüminyum krank kutusu üretiminin ekonomik başarısı, kalite ve proses kararlılığı yanında, sistemde verimliliği en üst düzeyde sağlayan her faktörün uzun zaman diliminde sürekli olarak sağlanabilmesine bağlıdır.
Yukarıda sözü edilen özellik, 3 plakalı kompakt kitleme tasarımına sahip GDK 3500 tipi tezgahın sisteminde mevcuttur. Bu sistem geçmişteki yirmi yıl süresince devamlı olarak iyileştirilmiştir. Açma kapama süresi, kitleme kuvvetine bağlı olarak yaklaşık 10-13 saniyedir. Bu süre ve diğer özellikler, yaklaşık 15-20 yıl sonra revizyon gerektiren tezgahlarda da en az % 95 oranında korunmaktadır. Bu durum kullanılan malzemelerin ne kadar kaliteli ve dayanıklı olduğunu ve daha sonraki bakım masraflarının ne kadar düşük olduğunu göstermektedir.
Döküm tezgahının kontrol sistemi sayesinde, önceden set edilen parametrelerin her baskıda sabit kalması sağlanmaktadır. Döküm prosesinin toleransları ile kaliteye ilişkin tüm proses parametreleri, CAST CONTROL II kayıt sistemi ile kayda alınıp izlenebilmektedir. Frech firması, müşterinin isteği doğrultusunda, standart DATADIALOG kontrol sistemine ilave olarak, Siemens S7 CAST CONTROLL II sistemini de sunmaktadır. Çevre kurallarını karşılamak için döküm esnasında açığa çıkan tüm gaz ve dumanlar, tepedeki davlumbaz ve ekindeki sulu filtrede toplanmaktadır. Sabit ve hareketli plakalar ile pistonu soğutan su devresine ayarlı valfler takılarak, duruş zamanlarında aşrı soğumayı önlemek amacıyla soğutma devresi kısılabilmektedir.
Anahtar teslimi sistem sunan Frech firması ile KS ATAG TRIMET Guss GmbH firması arasında yakın işbirliği gerçekleşmiştir. Her iki tarafın bir çok yıllık deneyimi sayesinde, alüminyum krank kutusunun ful otomatik imalatının en verimli şekilde yapılmasını sağlayan geliştirme ve uygulama çalışmaları yapılmıştır. KS firmasının Frech firmasının kabiliyetlerine olan güveni sonucunda, Frech firması 4 adet yeni tezgah siparişi almıştır.
Müşteri odaklı sistem tasarımı, proses uzmanlığı, dünya genelinde servis ve proses güvencesi, Frech firmasını, ful otomatik alüminyum krank kutusu üretim tesisi konusunda pazarın lideri kılmıştır. Frech firması, hem otomotiv firmalarına hem de yan sanayicilerine sistem sunmaktadır. Avrupa, Asya ve Hindistan‘da 40 tan fazla üretim ve hizmet birimi bulunan Frech firması, büyüyen küresel pazardaki liderliğini sürekli olarak genişletmektedir.