



Different casting techniques in austenitic stainless steels and the effect of heat treatment parameters on the microstructure and mechanical properties
Muzaffer ZEREN1, Sibel ZOR2, Levon ÇAPAN3, Mehmet TÜRKER4
1Kocaeli Ünivesitesi Müh.Fak. Metalurji ve Malzeme Müh.Böl., 2Kocaeli Ünivesitesi Fen Edebiyat Fak. Kimya Böl.,
3Kocaeli Ünivesitesi Müh.Fak. Makine Müh.Böl. , 4Kocaeli Üniversitesi Fen Bilimleri Enstitüsü,
3Kocaeli Ünivesitesi Müh.Fak. Makine Müh.Böl. , 4Kocaeli Üniversitesi Fen Bilimleri Enstitüsü,
ÖZET
Bu çalışmada, iki farklı döküm tekniği ile üretilen G-X10CrNiMoNb18-10 östenitik paslanmaz çelik numunelere farklı ısıl işlemler uygulanmış ve farklı ortamlarda soğutulmuştur. Döküm tekniği olarak kum kalıba döküm ve savurma döküm seçilmiştir. Mekanik özellikleri belirlemek amacıyla çekme ve Brinell sertlik deneyleri yapılmıştır. Numuneler kalıntı analizi için ışık mikroskop ile incelenmiştir. Oluşan mikroyapıyı belirlemek için numuneler SEM ile incelenmiş ve EDX ile faz analizleri yapılmıştır. Elde edilen sonuçlara göre, savurma döküm ile üretilen numuneler kum kalıba dökülen numunelerden daha yüksek mukavemet sahiptir.
Anahtar kelimeler: Savurma döküm, östenitik paslanmaz çelik, ısıl işlem, mekanik özellikler, karbür çökelmesi.
ABSTRACT
In this study, different heat treatments were applied on the samples of G-X10CrNiMoNb18-10 austenitic stainless steel produced by two distinct casting techniques and were cooled in different media. Sand molded casting and centrifugal casting were selected as casting techniques. Tensile and Brinell hardness tests were carried out to determine the mechanical properties. The samples were examined by light microscope for inclusion analysis. To determine formed microstructure, the samples were characterized and their phase analyses were done by EDX. According to obtained results, the samples produced by centrifugal casting have higher strength than the ones produced by sand molded casting.
Key words: Centrifugal casting, austenitic stainless steel, heat treatment, mechanical properties, carbide precipitation.
1. Giriş
Östenitik çelikler genellikle yüksek korozyon direnci, kaynak özellikleri ve tokluk gösterirler. Stabilize edilmiş östenitik paslanmaz çeliklerde meydana gelen hassaslaşma sonucunda mekanik özellikler ve korozyon direncinde düşme görülür. Çeliğin stabilize edilebilmesi için Nb gibi MC tipi kararlı karbür yapıcı elementler kullanılır. Bu MC karbürler tane sınırlarında kromca zengin M23C6 oluşumunu ve taneler arasında krom tükenmesini önlerler [ ]. Normalde Nb miktarı yüksek tutularak aşırı stabilize bir yapı oluşturulur ve M23C6 çökelmesi engellenir. Yine de bu tip çeliklerde ısıl işlem sonrası M23C6 çökeltileri oluşabilmektedir [ ].
Bu çalışmada kum kalıba döküm ve savurma döküm yöntemleriyle üretilen G-X10CrNiMoNb18-10 östenitik paslanmaz çeliğinin mikroyapısı ve mekanik özellikleri incelenmiştir. Döküm sonrası çözeltiye alma tavı ve stabilize etme işlemleriyle iki ayrı ısıl işlem uygulanmıştır. Isıl işlemler sonrasında nihai olarak numuneler havada, yağda, suda ve fırında olmak üzere dört farklı soğuma koşulunda soğutulmuştur. Her bir döküm, ısıl işlem ve soğuma koşulu için çekme ve Brinell sertlik deneyleri kullanılarak mekanik özellikler belirlenmiştir. Numunelerde kalıntı ölçümü yapılmıştır. Ayrıca numuneler mikroyapısal incelemeler için SEM ile incelenmiş ve EDX ile faz analizleri yapılmıştır.
2. Deneysel Malzeme
Çalışmada malzeme olarak kum kalıba döküm ve savurma döküm olarak iki yöntemle elde edilmiş olan G-X10CrNiMoNb18-10 (1.4580 veya 316Nb) kullanılmıştır. Bu malzemenin DIN EN 10088-3’ye göre standart bileşimi [ ] ve deneysel analiz sonuçları Tablo 1’de verilmiştir.
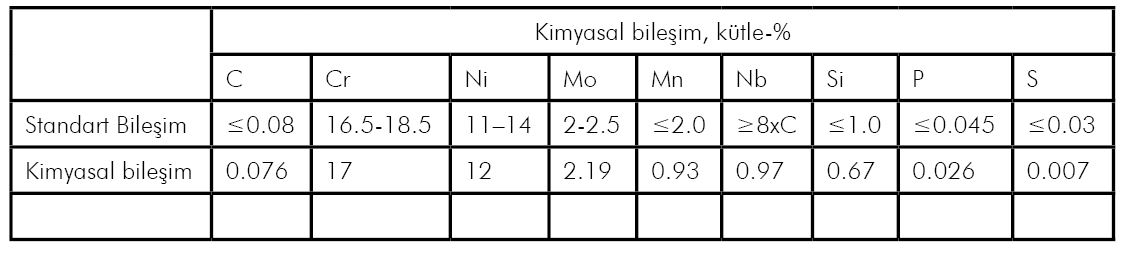
Tablo 1. G-X10CrNiMoNb18-10 çeliğinin DIN EN 10088-3’ye göre standart bileşimi ve kimyasal bileşimi.
Isıl işlem
G-X 10CrNiMoNb 18-10 östenitik paslanmaz çeliklere, ilk olarak çözeltiye alma tavı uygulanır. Bu işlemde yüksek sıcaklıklara ısıtma ve ardından su verme işlemi yapılır. İşlemin amacı tane sınırlarında birikerek tanelerarası korozyona sebep olan krom karbürlerin yapı içerisinde çözünmesini sağlamak ve tekrar oluşmalarını engelleyecek hızda soğutmaktır. 2. aşamada numuneler stabilize etmek amacıyla 550-650 °C’de tavlanmıştır. Bu sıcaklıkta niyobyum karbür kararlılığını korur. Ancak, krom karbür oluşumunun önüne geçildiğinden tanelerarası korozyona karşı maksimum direnç sağlanmış olur. Çalışmada, kum kalıba döküm ve savurma döküm yöntemiyle elde edilen G-X 10CrNiMoNb 18-10 östenitik paslanmaz çelik malzeme iki aşamalı ısıl işlemden sonra dört farklı soğutma hızında soğutulmuştur. Isıl işlemlerin 1. aşamasında 1065-1120ºC’de 5 saat süreyle çözeltiye alma tavlaması ve 2. aşamasında 550-650 ºC’de 2 saat süre ile stabilize etme işlemi uygulanmıştır. Isıl işlemler sonrası numuneler hava, su, yağ ve fırında soğumaya bırakılmışlardır.
Mekanik özellikler ve mikroyapı incelemeleri
Mekanik özelliklerin belirlenebilmesi için numunelerde çekme ve Brinell sertlik deneylerine yapılmıştır. Isıl işlem görmemiş numuneler ile çekme dayanımı en düşük ve en yüksek olan numuneler daha sonra mikroyapısal olarak incelenmiştir. Bu amaçla numunelerin önce metalografik incelemelerle kalıntı değerleri saptanmıştır. Kalıntı ölçümleri TS 3868 ISO 4967’ye göre yapılmıştır. Bu yöntem, belirli bir alanda kullanılan çeliğin uygunluğunu saptamak amacıyla yaygın olarak uygulanır [ ]. Ayrıca numuneler SEM ile incelenmiş ve EDX analizleri yapılmıştır.
3. Sonuçlar
Kum kalıba döküm ve savurma döküm yöntemine ait çekme ve sertlik deneylerinin sonuçları Şekil 1’de gösterilmektedir. Genel olarak savurma döküm ile daha yüksek mukavemet ve sertlik değerleri elde edilmiştir. Elde edilen sonuçlar korozyona dayanıklı paslanmaz çelik için literatürde [ ] verilen 485 MPa çekme mukavemeti ile karşılaştırılırsa, kum kalıba döküm parçaların çekme mukavemetlerinin düşük olduğu görülmektedir. Savurma döküm numunelerin çekme mukavemetleri ise çoğunlukla bu değerden daha yüksektir.
Diğer yandan, ısıl işlem sonrası soğuma hızının farklı olması da çekme ve akma mukavemetini ve sertliği etkilemektedir. Yağda soğuma sonrasında genel olarak daha yüksek mukavemet ve sertlik değerleri ölçülmüştür. Genel olarak en düşük değerler ise havada soğuma sonrası görülmüştür.
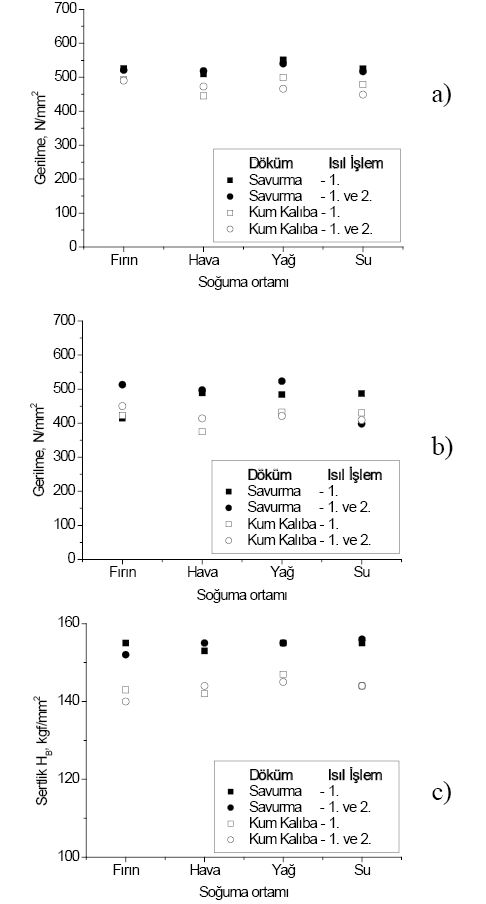
Şekil 1. Isıl işlemler sonrası malzemenin soğuma ortamına bağlı olarak değişen
a) çekme mukavemeti,
b) akma mukavemeti ve
c) Brinell sertlik değerleri.
Kalıntılar, ergime sırasında sıvı metal içerisine atmosferden veya primer üretimden gelen unsurlardan kaynaklanan oksit, sülfür, silika ve alümina gruplarının tamamen uzaklaştırılamamasının bir sonucudur. Kum kalıba döküm ve savurma döküm konumlarını karşılaştırmak için 709563 µm2’lik alan içerisinde görüntü analizi ile yapılan kalıntı ölçümlerinin sonuçları Tablo 2’de verilmiştir. Buradan da görüldüğü gibi savurma döküm tekniği ile üretilmiş bir numunede kalıntı miktarı kalıntı boyutuna bağlı olarak % 41-% 63 daha düşüktür. Savurma döküm tekniğinin özelliği nedeniyle merkezkaç kuvvet kalıntıların dış yüzeylere doğru gitmesini sağlamış ve iç bölgeler daha temiz kalmıştır [ ].
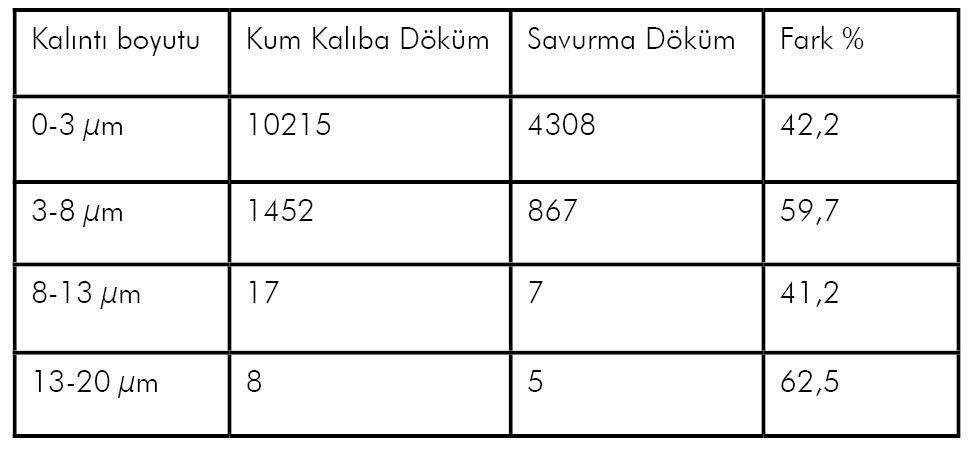
Tablo 2. Kum kalıba döküm ve savurma döküm durumunda kalıntı sayıları.
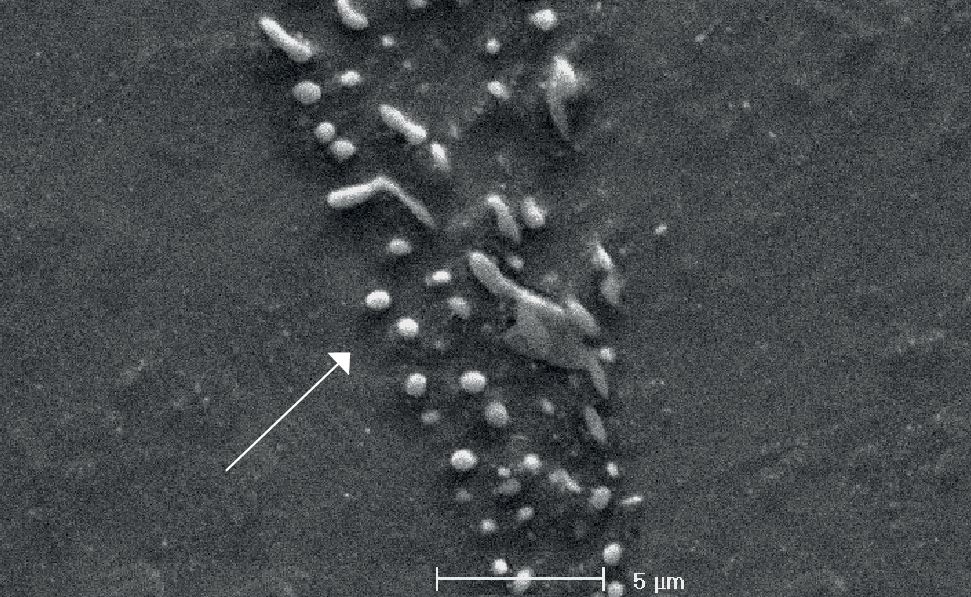
Kum kalıba döküm yöntemi ile dökülmüş ve ısıl işlem görmemiş G-X10CrNiMoNb18-10 östenitik paslanmaz çeliğin SEM görüntüleri ve EDX analizi incelendiğinde (Şekil 2a) yoğun Nb ile birlikte bir miktar Cr ve Fe içeren MC tipi birincil karbürler oluştuğu görülmektedir. MC tipi birincil karbürler içeren yapı 1. aşama ve 2. aşama ısıl işlemlerine tabi tutulduğunda, parçalanma karakteristiğine uygun olarak önce kısmen çözünmüş ve küresel formda yeni karbür çökeltileri oluşturmuştur. Bu küreselleşmiş ikincil MC tipi karbürlerin bazılarında Şekil 2b’de görüldüğü gibi Cr miktarı ısıl işlem görmemiş yapıdaki karbürlere göre (Şekil 2a) daha yüksek olabilmektedir. MC tipi karbürler savurma döküm sonrasında da görülmüştür (Şekil 3). Savurma döküm numuneleri de ısıl işleme tabi tutulduklarında daha küçük boyutlu küresel karbürler oluşmuştur. Isıl işlem sonrası oluşan bu ikincil karbürlerin Cr miktarı birincil karbürlere göre daha yüksektir (Şekil 3b ve c).


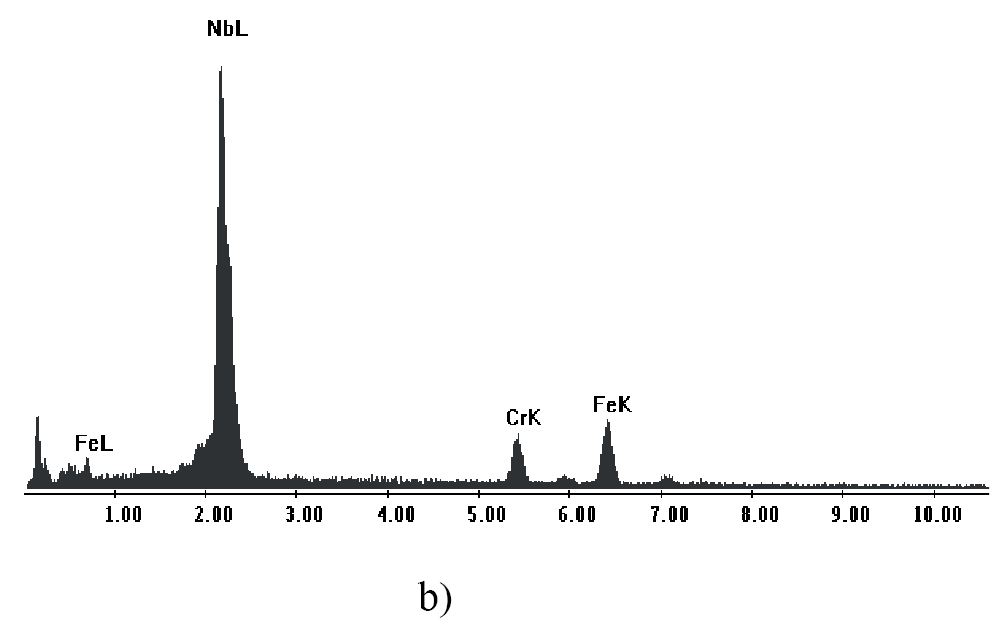


Şekil 2. Kum kalıba döküm yöntemi ile dökülmüş numunelerin SEM görüntüsü ve EDX analizi;
a) ısıl işlem görmemiş,
b) 1. aşamaya ısıtılıp (1065-1120ºC) fırında soğutulmuş ve
c) 2. aşamaya ısıtılıp (550-650ºC) suda soğutulmuş.
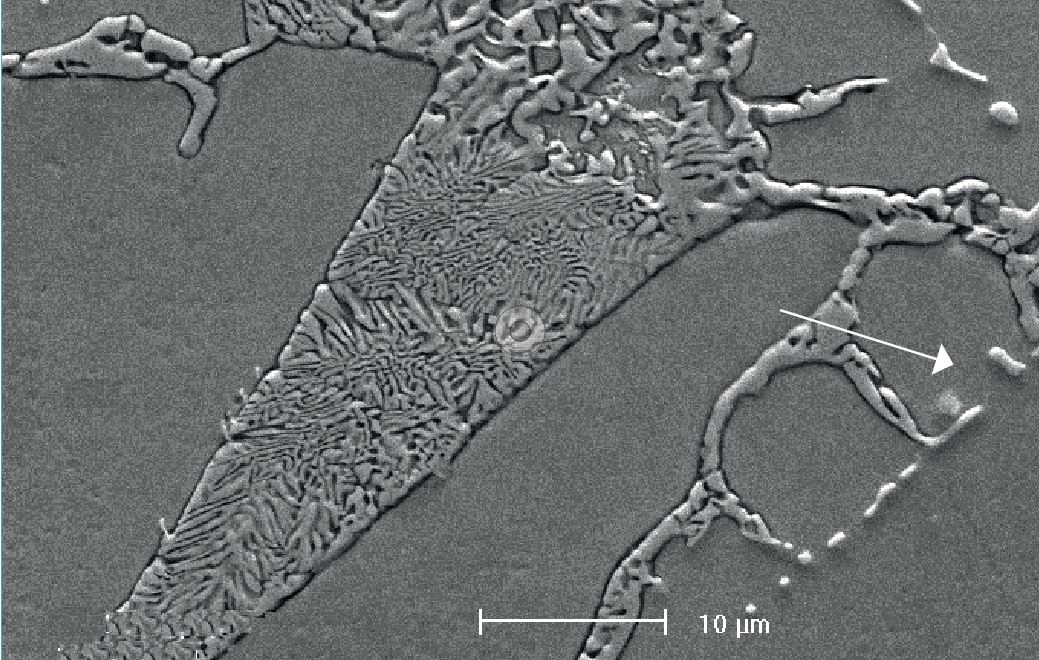
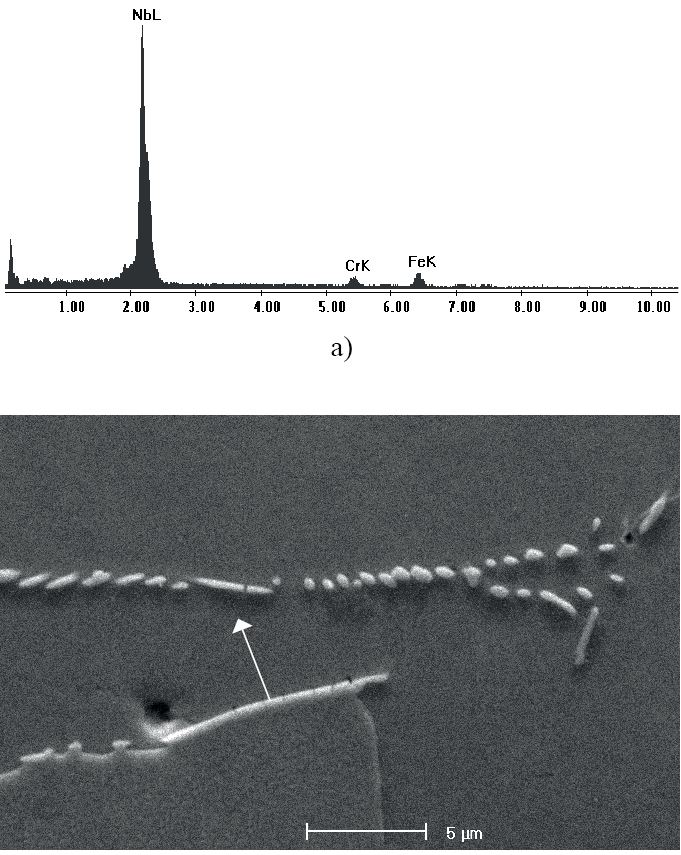
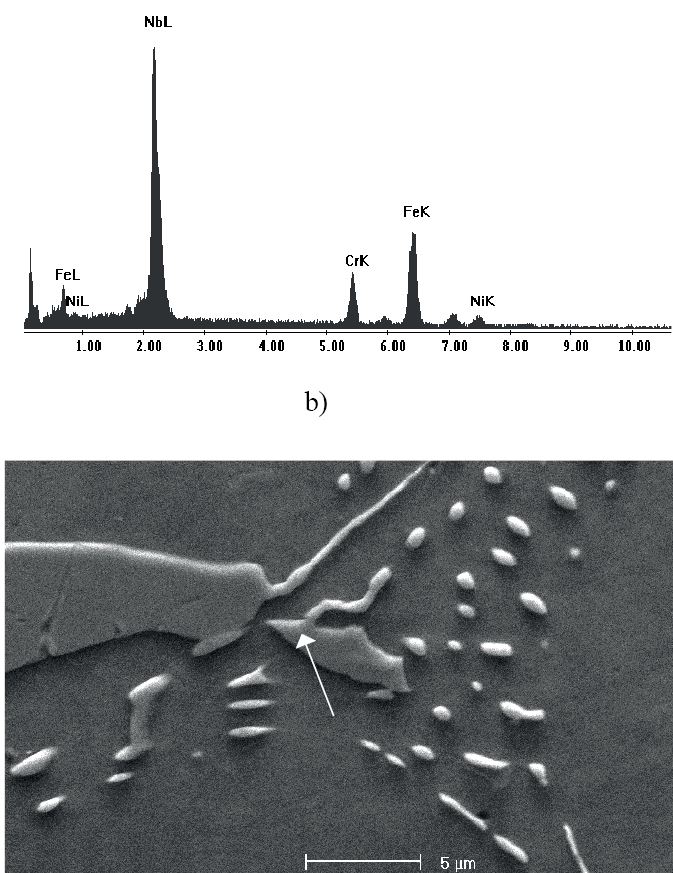
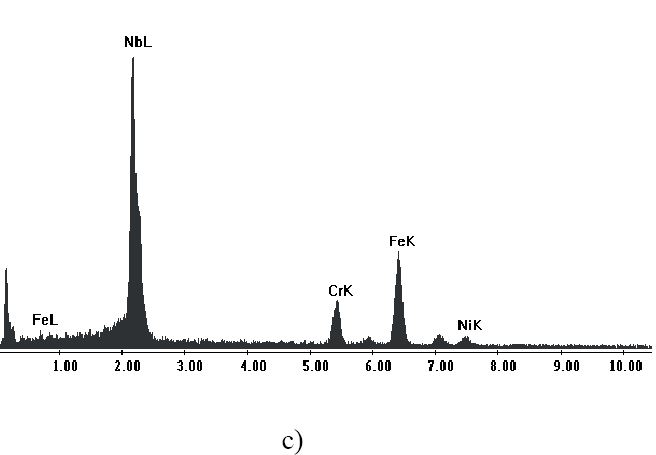
Şekil 3. Savurma döküm yöntemi ile dökülmüş numunelerin SEM görüntüsü ve EDX analizi;
a) ısıl işlem görmemiş,
b) 1. aşamaya ısıtılıp (1065-1120ºC) suda soğutulmuş ve
c) 2. aşamaya ısıtılıp (550-650ºC) suda soğutulmuş.
Kum kalıba döküm sonrası 1. aşamaya ısıtılıp havada soğutulan numune en düşük mukavemeti göstermiştir. Bu numunede yapılan SEM incelemeleri ve EDX analizleri Şekil 4’te verilmiştir. Burada da görüldüğü gibi numunede birincil ve ikincil MC tipi karbürlerin yanında Nb içermeyen Cr ve Mo elementlerince zengin bir karbür çökeltisi görülmektedir.


Şekil 4. Kum kalıba döküm yöntemi ile dökülmüş ve 1. aşamaya ısıtılıp (1065-1120ºC) havada soğutulmuş numunenin
a) SEM görüntüsü
b) 1 no.lu bölge,
c) 2 no.lu bölge EDX analizleri.
4. Tartışma
Çalışmada, kum kalıba döküm ve savurma döküm yöntemiyle elde edilen G-X 10CrNiMoNb 18-10 östenitik paslanmaz çelik malzeme iki aşamalı ısıl işlemden sonra farklı soğuma hızlarında soğutulmuşlardır. Daha sonra her bir parça çekme ve Brinell sertlik deneylerine tabi tutulmuştur. Isıl işlem görmemiş parçalar ile çekme dayanımı en düşük ve en yüksek olan parçalar daha sonra çeşitli kalıntı incelemeleri, SEM ile görüntüleme ve EDX analizleri gerçekleştirilmiştir. Sonuçlar aşağıda maddeler halinde verilmiştir:
• Kum kalıba döküm ve savurma döküm numunelerinin çekme deneyi sonuçlarına göre çekme dayanımı ve akma sınırlarının savurma dökümde daha iyi olduğu görülmüştür. Ayrıca sertlik değerleri yine savurma dökümde yüksektir.
• Kalıntı miktarları kum kalıba döküm numunelerde savurma döküm parçalara kıyasla % 41 - % 63 daha fazladır.
• SEM incelemeleri ve EDX analizlerine göre döküm yapılarında MC tipi birincil niyobyum karbürler ve ısıl işlem sonrası yapılarda birincil karbürlerin yanında küreselleşmiş ve daha yüksek miktarda Cr içeren ikincil karbürlerin oluştuğu görülmüştür. Ayrıca düşük mukavemet değerlerinin ölçüldüğü numunede Cr ve Mo elementlerince zengin M23C6 karbürleri belirlenmiştir.
5. Kaynakça
[ 1 ] M. Terada, M Saiki, I. Costa, and A. F. Padilha, Microstructure and intergranular corrosion of the austenitic stainless steel 1.4970, Journal of Nuclear Materials 358, 2006, 40-46.
[ 2 ] J. Erneman, M. Schwind, P. Liu, J.-O. Nilsson, H.-O. Andrén and J. Ågren, “Precipitation reactions caused by nitrogen uptake during service at high temperatures of a niobium stabilised austenitic stainless steel”, Acta Materialia 52, 2004, 4337-4350.
[ 3 ] Wegst, C.W., “Stahlschlüssel”, Werlag Stahlschlüssel Wegst GMBH, 1992.
[ 4 ] TS 3868 ISO 4967-Çelik metalik olmayan kalıntı içeriğinin tayini-Standart diyagramlar kullanılarak uygulanan mikrografik yöntem.
[ 5 ] ASTM A351/A351M-00- Standard Specification for Castings, Austenitic, Austenitic-Ferritic (Duplex), for Pressure-Containing Parts
[ 6 ] Çavuşoğlu, E. N., “Döküm Teknolojisi”, İTÜ. İstanbul, 1981.