




Stefan A. Fischer, Bendorf, Almanya, Lee R. Horvath ve Ralph E. Showman, Dublin, Ohio, ABD, Udo Skerdi, Bendorf, Almanya
1.Giriş
Dökümcüler açısından besleyici kullanımı çekintileri önlemek için gerekli, ancak parça verimliliğini düşürdükleri, temizleme ve taşlama maliyetlerini arttırdıkları içinde bir o kadar istenmeyen bir uygulamadır. Besleyicilerin tam olarak görev yapabilmeleri için 2 temel özelliği bulunmalıdır. Uygun modülde (hacmin yüzey alanına oranı) olmalı, yani beslenmesi planlanan bölgeden daha geç katılaşmalıdır. Ayrıca, içerisinde bağlı olduğu kesitteki hacimsel çekmeyi karşılamaya yetecek oranda sıvı metal bulunmalıdır. Bu iki kriter, zaman içinde besleyici yerleşimi ve şekli ile ilgili bazı tasarım kurallarının ortaya çıkmasına neden olmuştur.
Eskiden besleyiciler döküm parça ve yolluk sistemi ile birlikte aynı kalıplama malzemesi ile kalıplanmaktaydı. Bu nedenle, besleyici yüzeyindeki ısı kaybı ile döküm parçanın ısı kaybı aynı olduğu için besleyicinin geometrik modülü besleme için en önemli ve kritik bir parametre olarak öne çıkmaktaydı. “Doğal” besleyici olarak adlandırılan bu tip besleyiciler günümüzde hala kullanılmakla birlikte git gide kullanımları azalmakta ve yerlerini besleme verimliliğini arttıran diğer yardımcı malzemelere bırakmaktadır. “Doğal” besleyicilerde toplam hacmin sadece az bir kısmı besleme sıvısı olarak kullanılabilir. Bu tür besleyicilerin hacimlerinin büyük bir kısmı besleme için gerekli metali sıvı tutabilmek için zorunlu olarak kullanılmakta dolayısıyla israf edilmiş olmaktadır.
1.1.Sıcak başlıklar
Geçtiğimiz yıllar içerisinde besleyicilerin ısı kaybını yavaşlatacak veya daha uzun süreler sıvı kalmalarını sağlayacak, “ısı kaynağı” olarak kullanılan bir çok değişik ürün geliştirilmiştir. Bu tür ürünlerden ilk olanı muhtemelen sıcak başlıklardır. Sıcak başlıklar; dökümden hemen sonra açık besleyicilerin üzerine ilave edilen malzemelerdir. Bunlar ya besleyici üzerinden radial ısı kaybına mani olmak için ilave edilen yalıtkan yada besleyici yüzeyini ısıtmak için kullanılan ekzotermik malzemelerdir. Yalıtkan tozlar; çeltik kabuğu, patlamış perlit veya vermikülit gibi düşük yoğunluğa sahip ve yalıtkanlık özelikleri yüksek olan malzemelerden oluşmaktadır.
Ekzotermik malzemelerin ısı kaynağı ise “termit” (yüksek ısı veren) reaksiyonudur.
4 Fe2O3 + 8 Al → 4 Al2O3 + 8 Fe + ısı (2400 °C, 4500 °F)
Ekzotermik malzemeler tek başına kullanılabileceği gibi yalıtkan bir malzeme ile karıştırılarak da kullanılabilir. Bu tür malzemeler sadece besleyiciye ısı ve yalıtkanlık sağlamakla kalmaz ayrıca besleyici içindeki sıvı metal miktarını arttırarak besleme için kullanılacak sıvı metal hacminin artmasını sağlar.
Besleyici gömleklerinin kullanımı, besleyici veriminde çok daha çarpıcı iyileşmeleri beraberinde getirmiştir. Besleyici gömlekleri yalıtkan, ekzotermik veya bu iki özelliğin birleşimi olarak üretilebilir. Besleyici gömlekleri genellikle besleyicinin dış silindirik yüzeyini, yani en büyük yüzey alanını kaplayacak şekilde imal edilirler. Bazen de “insertable” (kalıp boşluğuna sıkı geçme şeklinde uygulama) veya “ram-up” (model üzerine konularak kalıplanan) besleyicilerde besleyicinin üstleri kapalı olabilir. Sıcak başlıklarda olduğu gibi, gömlekler de yalıtkanlık ve/veya ısı artışı sağlarlar.

Besleyici gömleklerinin öne çıkan karakteristik bir özelliği de besleyicinin modülüne yapmış olduğu etkidir. Besleyicinin soğuma hızı azaltılarak, besleyici sanki daha büyükmüş veya daha büyük modüle sahipmiş gibi daha uzun süreler sıvı kalması sağlanır.
Bu özellik “Modül Artış Faktörü” (MEF) kavramının ortaya çıkmasına neden olmuştur. Örneğin, besleyici gömleği kullanılan bir besleyici kendisinden modülü iki kat daha büyük “doğal” bir besleyici ile aynı zamanda katılaşırsa, bu gömleğin MEF’i 2 olarak kabul edilir. MEF’i 1,5 olan bir gömlek, modülü kendisinden 1,5 kat daha fazla doğal bir besleyici ile aynı zamanda katılaşır. Genelde ekzotermik gömleklerde MEF; yalıtkan gömleklere göre daha yüksektir, böylelikle daha küçük ebatlı besleyici kullanılmasına imkan sağlayarak verimlilik artışı sağlarlar.
İlk besleyici gömlekleri yalıtkan malzemelerle kil ve su veya bezir yağı, nişasta gibi pişirilebilen bağlayıcılar kullanılarak hazırlanmış karışımların model üzerindeki besleyici figürü üzerine dövülerek şekillendirilmesi ile uygulanmaktaydı. Etkin bir metod olmasına rağmen bu uygulama çok zaman almakta ve verimsizliği artırmaktaydı. 1947’de besleme performansını arttırmak için kullanıma hazır ekzotermik gömlekler geliştirildi.
Şekilli ekzotermik gömlekler ilk olarak refrakter elyaflar ve bağlayıcı içeren su bazlı çamur kıvamında bir karışım kullanılarak 1948’de üretilmiştir. Vakum yardımıyla çamur kıvamındaki karışımın içindeki refrakter malzemeler ince gözenekleri olan kalıbın etrafında toplanarak şekillendirilmiştir. Vakum ile emiş sırasında refrakter malzeme kalıbın etrafında toplanırken açığa çıkan su ise dışarı atılır. Bu şekilde imal edilen gömlekler daha sonra hem kurutma hemde mukavemet kazandırılmak üzere fırınlarda pişirilmiştir. Şekil 3 vakum yöntemi ile üretilmiş fiberli gömlekleri göstermektedir.
Fiberli gömlekler,, çamura ilave edilen ekzotermik malzemenin oranına göre yalıtkandan yüksek ekzotermik özelliklere kadar bir çok değişik tip ve çeşitte üretilebilmektedir. Bu gömlekler kaba dış yüzeylere sahiptir ve “ ram- up” uygulamaları için uygundur. Aynı gömlekler, dış yüzeyleri tesviye edilerek daha düzgün bir yüzey elde edilmesi ve ölçüsel toleranslarının daraltılması kaydıyla, “insertable” uygulamalarında da kullanılırlar.
Yüksek performanslı gömleklerin gelişiminde bir sonraki aşama, düşük özgül ağırlıklı alumina silikat (LDASC) “mikro kürecikler” den oluşan ve cold box prosesi kullanılarak sandığa üflenen besleyicilerin piyasaya sürülmesidir. Bu gömlekler bir takım avantajlar sağlar [2].


Bu tür gömlekler maça sandığı içine üflenerek imal edildikleri için standart fiberli gömleklere göre ölçü hassasiyetleri çok daha fazladır. Ayrıca, imalatta kullanılan karşımın reçetesi homojendir, bir gömlekten diğerine farklılık göstermez. Geleneksel fiberli gömleklerde olduğu gibi, LDASC gömleklerde tamamen yalıtkan ila yüksek ekzotermikliğe kadar geniş bir yelpazede üretilebilir, “ram up” veya “insertable” gömlek olarak kullanılabilirler. LDASC gömleklerinden bazı örnekler Şekil 4’de gösterilmektedir.
LDASC gömlekler ilk olarak 1997 senesinde piyasaya sürülmüş ancak o günden bu yana bir çok iyileştirmelere ve değişime uğramıştır. Bu iyileştirmelerden en önemlilerinden biri ekzotermik reçetenin formülasyonunda yapılmıştır. Daha öncede bahsedildiği gibi, bütün ekzotermik besleyiciler, toz metalik aluminyum ile demir oksit arasındaki yüksek ısı veren termit reaksiyonla elde edilmektedir. Bununla birlikte, reaksiyonun şiddetini arttırmak için bazı kimyasallar da kullanılır. Kriyolit (Na3AlF6) veya benzeri Florit bileşikleri “reaksiyon başlatıcı” olarak kullanılır. Bu bileşikler aluminyum tanelerinin yüzeylerini saran oksit tabakasını temizleyerek daha hızlı reaksiyon ve daha yüksek sıcaklık elde edilmesini sağlarlar.
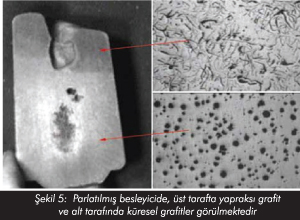
Özellikle sfero dökümlerde, besleyici içindeki metalin küreselliğinin azaldığı, hatta tamamen yok olduğu görülmüştür [3]. Yapılan araştırmalar, grafit bozulmasının; gömlekte bulunan aluminyumun besleyici içindeki metale difüze olması nedeniyle bu hatanın oluştuğunu göstermiştir. Şekil 5’de besleyici içindeki grafit bozulması gösterilmektedir. Bu durum potansiyel olarak, sfero parçaların gömleğe yakın olan bölgelerinde de metalin fiziksel özelliklerini etkileyecek lamel grafitli yapı oluşması riskini de doğurmaktadır. Şekil 6’ da büyük bir sfero parçanın işlenmiş yüzeyinde besleyici gömleği kullanımından kaynaklanan lamel grafitli bölgeleri göstermektedir.
Aynı zamanlarda, sfero parçalarda kullanılan ekzotermik gömleklerden kaynaklanan bir problem daha ortaya çıkmıştır. Yaş kum kalıplama yapan ve yüksek oranlarda besleyici gömleği kullanan bir sfero dökümhanesinde “fish-eye” (balık gözü) olarak adlandırılan döküm hatasına rastlanmıştır. Besleyici gömlek malzemesinin içinde bulunan Kriyolit’in içindeki Flor döküm kumunda bir şekilde birikerek bu hataya yol açtığı tahmin edilmiştir. “Fish-eye” (balık gözü) döküm hatası ile ilgili bir örnek Şekil 7‘de gösterilmektedir.
Bu dökümhanede bir seri denemeler yapılarak hataya yol açan neden araştırılmıştır. Döküm kumuna yanmamış ve yanmış kırık gömlek parçacıkları ve saf Kriyolit ilavesi ile kum karışımları hazırlanmış ve yapılan testler sonucunda “Fish Eye” hatasına kalıp kumuna karışan yanmış besleyici gömlek birikmesinin neden olduğu ortaya çıkmıştır.
Daha sonra yapılan detaylı araştırmalar, ekzotermik reaksiyon sonucunda ortaya çıkan Aluminyum Florür’ün, Sfero dökümlerde hem “fish-eye” hatalarına hem de grafit bozulmasına neden olduğuna tespit edilmiştir.
Bu problemi çözmek için, ekzotermik karışımlardaki Kriyolit ve diğer Flor bileşiklerini formülasyondan kaldırma gerekliliği ortaya çıkmıştır. Bu zorunluluk ekzotermik reaksiyonu başlatmak için, “yakıt” vazifesi görecek diğer reaktif maddeler ve tuzların kullanılması ile aşılmıştır. Bu sayede geliştirilen Florsüz formülasyonlar uzun bir süredir dökümhanelerde başarı ile kullanılmaktadır.
2. Mini-besleyicilerin geliştirilmesi
LDASC, cold-box bağlayıclı gömlekler geliştirilip iyileştirilirken, ayrıca buna paralel olarak diğer gelişmelerde sürdürülmüştür. 1970’lerin başlarında Almanya’nın Lohr şehrindeki, Rexroth dökümhanesinde geliştirilen mini-besleyici gömlekleri, besleyicilerin sürekli iyileştirilmesi yolunda atılan son derece önemli bir adım olmuştur. Mini besleyiciler, verimin inanılmaz bir şekilde % 70’lere çıkmasını ve besleyici ebatlarının son derece küçülmesini sağlamıştır. Bu sayede, Şekil 8’de görüldüğü gibi, parça üzerine besleyici yerlerleştirmek için gerekli alan azalmıştır.
Temel prensip gene, Aluminyumun Demir Oksit ile reaksiyona girerek 2,400 °C’lere varan yüksek ısı açığa çıkarmasına dayanır. 23 kg ağırlığındaki doğal besleyici, ekzotermik gömlek kullanılarak 8.4 kg’a indirilirken; mini besleyici ile gerekli besleyici ağırlığı sadece 1.3 kg olmaktadır. 158.8 cm2‘lik taşlama alanı da ekzotermik gömlek ile 73.5 cm2’e inerken mini besleyici kullanımı ile bu alan 19.6 cm2‘ye indirilmiştir. Bu son derece dikkat çekici verim artışı, kalıplama hattının performansını arttırmakla birlikte kesme ve taşlama işçiliği ve malzeme maliyetini de düşürmüştür.
Besleyicinin gerekli olan yüksek sıcaklığa ulaşması ve besleme için gerekli sıvı metali sürekli olarak sağlaması için, mini besleyicilerde kum ve/veya benzeri diğer yalıtkan ham maddeler kullanılmaktadır. Bu sayede reaksiyonu yavaşlatmak ve katılaşmaya kadar geçen süredeki ısı kayıplarını azaltmak mümkün olmaktadır. Böylelikle, besleyici içindeki sıvı metalin ısı kayıpları ekzotermik reaksiyon sayesinde karşılanarak soğuma yavaşlamış ve besleyici içinde daha uzun süreler besleme sıvısı bulunması sağlanır. Mini besleyiciler ilk olarak Almanya Rexroth dökümhanesinin işbirliği ile geliştirilmiştir ve halen günümüzde son derece yaygın olarak değişik şekil ve tiplerde kullanılmaktadır.

Mini besleyiciler ortaya çıktıktan sonra, sürekli olarak geliştirilmiştir. İlk gelişme mini besleycilerin yaylı pimlerle uygulanmasıdır. Yaylı pimler sayesinde parça ile besleyici arasında bir kum tabakası oluşturularak ekzotermik malzeme ile kum kalıp arasındaki temasın önüne geçilmiştir. Bu sayede ekzotermik reaksiyonlardan bir parça ödün verilmesine rağmen, besleyici altında kalan döküm parça yüzey kalitesi arttırılmıştır. Shell (Croning) kumundan yapılmış Kırıcı maçaların piyasaya sürülmesi ile döküm parça ile doğrudan temas eden bölgelerin taşlama maliyetleri daha da düşürülmüştür. Ancak, yüksek basınçlı kalıplama hatlarında yapılan iyileştirmeler kalıp kumunun daha fazla sıkışmasına neden olduğu için kırıcı maça kullanımını sınırlar hale getirmiştir. Kırıcı maçalar kalıp kumunun basıncı ile kırılıp hasar görerek döküm parçada kum düşmesi hatalarına yol açabilirler. Ayrıca, Şekil 9’da açıkça görüldüğü üzere, kırıcı maça kullanımı model yüzeylerinde aşınmalara yol açabilmekte ve bu aşınma parça yüzeyine yansımaktadır.

2.1 Yaylı pimli besleyiciler
Ekzotermik kırıcı maça ile birlikte gömlek ve yaylı pim kullanılması her iki sistemin avantajlarının birleştirilmesini sağlamıştır. Ekzotermik kırıcı maça besleyicinin boyun alanının küçülmesini sağlar ve yaylı pim yardımıyla parça ile besleyici arasında bir kum tabakası oluşur. Gömlek model yüzeyine basmadığı için parça üzerinde iz kalmaz ve besleyici kolaylıkla kırılabilir. Bununla birlikte bazen besleyici boynunun bir kısmı kırıldıktan sonra parça üzerinde kalabilmektedir ve bu kısmın taşlanarak alınması için ilave işçilik gerekir (bakınız Şekil 10).
2.2 Ekzotermik formüllerin optimizasyonu
Mini-besleyicilerin gelişiminde bir diğer önemli adım, LDASC cold-box teknolojisinin mini-besleyicilerde uygulanmasıdır. Böylelikle hafif mini-besleyiciler üretmek mümkün olmuştur. Bu sayede çamur yöntemi ile üretilen gömleklerde yer alan seramik fiberlerin (bazı tipleri Avrupa Birliği tarafından zaten yasaklanmıştır) kullanılmasına ihtiyaç kalmaz. İlk mini-besleyici gömleklerde dolgu maddesi olarak kum ve seramik kullanıldığı için son derece ağırdı. Kumun yerine LDASC kullanılması ile ağırlık yaklaşık % 75 azaltılmıştır. Böylece daha az refrakter ve ekzotermik malzeme ile gömleğin aynı sıcaklığa çıkabilmesi sağlanmıştır. Sfero parçalar için geliştirilen Florsuz formülasyon mini besleyicilerde de kullanılarak yetersiz küreselleşme ve Flor birikimine neden olmaz.
2.3 Metal boyunlu mini-besleyiciler
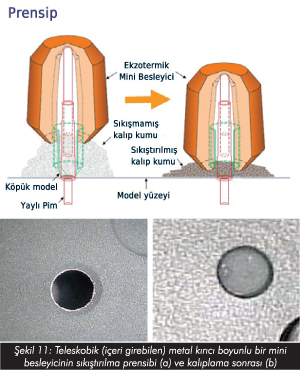
Mini besleyicilerin mevcut avantajlarından taviz vermeden ilave avantajlar ve iyileştirmeler sağlamak üzere kırıcı maça yerine, metal tüp’den imal edilmiş besleyici boyunları geliştirilmiştir. Metal boyunlu mini besleyiciler, metal tüpün konik tarafı model üzerine gelecek şekilde yaylı bir pim üzerine yerleştirilmektedir. Kalıplama sırasında besleyici kum ile sıkışmaya başladığında yaylı pin üzerindeki metal tüp sabit kalarak besleyici aşağıya doğru hareket eder. Böylelikle, kırılması ve taşlanması çok kolay olan son derece küçük ve çentikli bir besleyici boynu ortaya çıkar. Birçok dökümhane besleyici teknolojisindeki bu gelişmeden sonra, besleyiciler kırıldıktan sonraki taşlama operasyonunu ortadan kaldırmıştır.
Sıkışma sırasında pim üzerinde aşağıya doğru dik olarak hareket eden gömlek, besleyicinin altında kalan kalıp kumu mükemmel bir şekilde sıkıştırdığından döküm parça yüzeyleri de son derece düzgün ve pürüzsüz olmaktadır (bakınız Şekil 11). Günümüzde bu tip gömleklerin kullanımı çok yaygınlaşmış ve aşağı yukarı bütün besleyici tedarikçileri metal boyunlu besleyici sistemlerinin değişik versiyonlarını üreterek dökümcülerin kullanımına sunmaktadırlar.
Mini besleyicilere metal tüplü boyunların başarılı adaptasyonu besleyici sistemlerinin gelişiminde gelinen son nokta olarak kalmamıştır. Bir sonraki gelişme, iki parçadan oluşan, besleyicinin içerisine metal tüpün sıkı geçme yerine serbest hareket edecek şekilde yerleştirilmesi olmuştur. Besleyici ters tutulduğunda metal tüp besleyicinin içinde kalmakta, yaylı veya sabit bir pim üzerinde yerleştirmek için boyun kısmı alta gelecek şekilde çevrildiğinde ise metal tüp otomatik olarak kendiliğinden aşağı düşerek yerine yerleşmektedir [2]. Besleyicinin iki parçadan oluşması, dökümhanelerin ihtiyaçlarına bağlı olarak değişik besleme hacimlerinde besleyici üretilmesini sağlamıştır. Ancak, bu uygulama ile ortaya çıkan en büyük avantaj kullanım kolaylığı olmuştur. Besleyiciyi yerleştirme sırasında uygulama hatası yapmak neredeyse imkansız hale gelmiştir (bakınız Şekil 12).
Hareketli tüp kullanılan mini besleyicilerin kullanılmaya başlandığı dönemlerde ; bugün patent korumalı olan yeni bir teknoloji de geliştirilmekteydi. Hedef, ayrıca bir kırıcı maça kullanmadan, parça üzerinde optimum boyutlarda bir kırma alanı yaratmaktı (bakınız Şekil 13). Ekzotermik gömlek ile birlikte üretilebilen, boyun kısmı kırmayı kolaylaştırıcı bir geometriye sahip yeni dizayn gömleklerin üst kısmı plastik bir kapak ile kapatılmıştır. Böylelikle kalıplama sırasında kum besleyicinin kırılarak içine kum alması da engellenmiştir. Bu dizayn sayesinde besleyicilerin daha ekonomik olarak üretilmesi sağlanmıştır. Bu tip gömlekler yaylı veya sabit pimler ile kullanılabilmektedir.
2.4 Varolan besleyici teknolojilerinin birleştirilmesi
Bugüne kadar besleyici gömleklerinde bir çok geliştirmeler yapılmış olmasına rağmen; en son yapılan gelişme, bir kaç teknolojinin faydalarını bir araya getirilerek yeni nesil bir besleyici yaratılmış olması açısından, çok önemlidir. Yeni nesil mini besleyici, bu makalede şimdiye kadar belirtilmiş olan bütün avantajları bir araya toplama imkan sağlamıştır.

Metal kırıcı boyun teknolojisi taşlama maliyetlerini azaltmakta ve parça yüzeyi ile kontak alanı çok az olduğu için en karmaşık döküm parçaların en dar yerlerine dahi rahatlıkla konulabilmektedir. Teleskobik (hareketli) metal boyunların kullanımı, dökümhane işçilerinin besleyicileri kolayca kalıba yerleştirmelerini sağlar. Ayrıca, aynı çapta metal boyunla parçaların gereksinimlerine göre farklı hacimlerde besleyici kullanma imkanı sağlar. Bir diğer önemli husus da; üretim prosesi ve plastik kapak kullanımı gömleklerin üretim maliyetini azaltmaktadır. Böylelikle, daha hafif besleyici gömleği ile yüksek besleme performansı sağlayan bir gömlek çıkmış olur (Bakınız Şekil 14). Bu yeni tip besleyiciler Avrupa’daki ve Türkiye’deki dökümhanelerde kullanımları başarıyla yaygınlaşarak artmaktadır.
2.5 İşçi Sağlığı ve sürdürülebilirlik:
Besleyici malzemelerinde iyileştirmeler
Günümüzde dökümhaneler için, bir malzemenin kullanım kolaylığı ve elde edilen yüksek performans kadar, iş güvenliği ve işçi sağlığına uygunluğu da çok önemlidir. Bu makalede bahsedilen bütün mini besleyiciler, kansorejen olduğuna inanılan fiber ihtiva etmez. LDASC gömleklerde olduğu gibi mini besleyiciler de, bugünlerde diğer bir tehlikeli madde olarak tanımlanan, Flor olmadan da üretilmektedir. Besleyicilerde Flor kullanılmaması; kalıplama kumunda biriken Floru da önemli ölçüde azaltacaktır ve Şekil 15’de gösterilen Flor’a bağlı yüzey hataları da ortadan kalkacaktır.
Florsuz ekzotermik besleyici formülasyonları dökümhanelerin üretkenliğini de arttırmaktadır. Kalıplama kumunda düşük miktarlarda Flor olması yüzey hatalarının oluşma riskini ortadan kaldırır ve parçaların yüzey kalitesini arttırır. Florsuz mini besleyiciler, ayrıca sfero parçalarda besleyici boynu etrafındaki grafit bozulmalarının azaltılmasına yardımcı olmaktadır (bakınız Şekil 16).
Flor döküm kumunun atılmasında da sorun teşkil etmektedir. Florsuz besleycilerin kullanımı ile, atılacak kalıp kumu içindeki Flor miktarı da düşük olduğu için, kumun atık sahasına atılması çok daha kolay ve masrafsız olacaktır. Sonuç olarak, Florsuz besleyicilerin kullanımı dökümhaneler için ekonomik avantajları ile birlikte sürdürülebilir bir gelecek yolunda çevreyi korumak içinde son derece doğru bir adımdır.
OPTIMA serisi mini besleyicilerin yakın gelecekteki optimizasyonu için akla gelen ilk fikir tamamen inorganik olmasıdır, OPTIMA mini besleyiciler metal kapaklı olarak da satılmaktadır.
3. Sonuç
Besleyici malzemelerin işlevsellikleri ve performansları için yapılan geliştirme ve iyileştirmelerin bahsedilen uzun tarihçesinden de görüleceği üzere, sürekli iyileştirme gereksinimi sadece prosese bağlı gelişmeler ile sınırlı değildir. Dökümcüler tarafından bu tür sarf malzemelerinin kullanımı, sadece döküm kalitesini ve performansını arttırmak için değil, bütün maliyetleri güvenli ve etkin şekilde azaltacak bir araç olmalıdır.
Besleyici dizaynında yapılan son gelişmeler, pek çok faydanın bir araya getirildiği tek bir ürüne dönüşerek yeni nesil bir mini besleyiciyi oluşturmuştur. Bu sayede dökümcüler, sadece döküm parça üzerinde besleyici boynunun parça ile temas ettiği bölgede oluşan iz’den kurtulmuş olmayacak aynı zamanda kullanıkları besleyicilerin ağırlıklarıda azalacaktır. Günümüzün yeni nesil mini besleyici gömlekleri, besleme performansının arttırılmasıyla döküm parça verimliliklerini attırmakta ve aynı kalıpta daha fazla döküm parça üretme imkanı sağlamaktadır.

Önceleri büyük LDASC besleyiciler için kullanılan Flor ihtiva etmeyen teknoloji daha küçük ve daha verimli mini-besleyicilere de uygulanmaya başlamıştır. Florsuz mini besleyiciler, sadece bazı sfero parçalarda Flor’a bağlı grafit bozulmalarını ortadan kaldırmakla kalmayıp; ergonomiklik (daha düşük ağırlık); hassas ölçüler ve azaltılmış çevresel etkiler gibi ilave faydalar elde edilmesini sağlamıştır.
İşlevsellik, performans, ve maliyet azaltımının mükemmel bir bileşimi olan günümüzün yeni mini besleyicileri, bir sonraki aşamada besleyicilerle neler yapılabileceği hakkındaki beklentileri de arttırmıştır. Dökümhanelerin karşılaştıkları bir çok soruna getirilen bu çözümler sayesinde dökümcüler çok daha düşük maliyetlerle dünya standartlarında döküm parça üretebilmektedir.
Kaynakça
[1] Aufderheide, R. C.; Mathias, J. M.; Waters, K.: New hot top- ping techniques improve riser feeding consistency. AFS Trans- action (2007), paper 07-098.
[2] Aufderheide, R. C.; Showman, R. E.; Twardowska, H.: New de- velopments in riser sleeve technology. AFS Transactions (1998), paper 98-07.
[3] Showman, R. E.; Lute, C. A.; Aufderheide, R. C.: Exothermic riser sleeves can cause flake graphite in ductile iron. AFS Trans- actions (2001), Paper 01-086.
[4]Aufderheide, R. C.; Showman, R. E.; Close, J.; Zins, E. J.: Elimi- nating fish-eye defects in ductile castings. AFS Transactions (2002), paper 02-047.
[5]Aufderheide, R. C.; Showman, R. E.; Jain, N.: Breaker core opti- mization. AFS Transactions (2010), paper 10-017
Anahtar kelimeler: Besleme, beslemeye yardımcı malzemeler, mini-besleyici, besleyici, besleyici gömleği, verim,