





Şekil 1:Yeraltı Boru Hatlarının Zemine YerleştirilmesiŞekil
3. KATODİK KORUMA SİSTEMİ’NİN TANITIMI
Katodik koruma sistemi toprağa gömülü ve sıvı içindeki metalik yapıların korozyonunu önlemek veya kontrol altına almak için kullanılan elektrokimyasal bir metoddur. [7]Katodik korumanın temel ilkeleri elektrokimyasal korozyon teorisine dayanır. Buna göre bir elektrokimyasal hücreden net bir akım geçtiğinde anotta oksidasyon reaksiyonu, katotta buna eşdeğer olacak şekilde redüksiyon reaksiyonu yürür. Böyle bir sistem içinde katot bölgesinde hiç bir şekilde korozyon olayı meydana gelmez. Bu teoriye dayanarak bir metalin yüzeyindeki anodik bölgeler katot haline dönüştürülerek korozyon olayı kesin şekilde önlenebilir.[4] Katodik koruma sistemi korozyonu kontrol altına almak için elektrik akımına dayanan aktif bir sistemdir.Eğer koruma elektrik akımı kesilirse korozyon materyal/çevre kombinasyonu için normal değerlerde gelişmesine devam edecektir. Eğer besleme akımı bütün koruma için yetersizse korozyon azaltılmış değerde gelişecektir. Katodik koruma sistemi tesis edilip gerekli ayarları yapılıp ve yeterli koruma akımı sağlandıktan sonra, akımlar ve potansiyeller önceki duruma göre genellikle sabit kalacak; akımlarda ve potansiyellerdeki aşırı değişimler sistem arızası olarak görülecektir.[7]
4.UYGULAMA
Katodik koruma uygulandığı alanlar
a.) Yeraltı yakıt ve petrol depolama tankları ve toprak seviyesi tank tabanları
b.) Yakıt ve petrol dağıtım sistemleri
c.) Toprak seviyesi veya üstündeki sıvı depolama tanklarının iç kısımları
d.) İçme suyu dağıtım sistemleri
e.) Doğal gaz dağıtım sistemleri
f.) Sıkıştırılmış hava dağıtım sisitemleri
g.) Yangın sistemleri
h.) Kanalizasyon sistemleri
i.) Deniz rıhtımlarının çelik kazıkları
j.) İskele çelik kazıkları [7]
5. KOROZYON PROSESİ:
Katodik koruma prensiplerini anlamak korozyon prosesinin doğasını anlamakla anlaşılabilmektedir.Metallerin korozyonu eletro-kimyasal bir işlemdir. Bu işlem; devrenin bir bölümünde kimyasal reaksiyonlardan dolayı elektronların yer değiştirmesinden bir elektrik akımı meydana getirdiği elektriksel devredir.Bu kimyasal reaksiyonlar metalin yüzeyini elektrolit olarak etkiler.Oksidasyon Reaksiyonu(Korozyon) anod yüzeyinde hidrojen çıkışı da katod yüzeyinde meydanagelir. Korozyon kontrol sistemleri korunan yapıları bir katodyaparak oksitlenme reaksiyonlarının yer değiştirmesi esasına dayanan katodik koruma sistemidir.[7]
5.1 Korozyon Hücresi
Korozyon bulunduğu çevrede reaksiyon süresince malzemedeki bozulmadır.Bu bozulma esasen elektrokimyasal işlem esnasında oluşur.[7] Hava içinde bulunan inert katı partiküller metal yüzeyine yapışarak yüzeyde sıvıfilmin oluşması için uygun bir ortam yaratırlar. Böylece metal yüzeyinin ıslak kalmasüresinde artış olduğu gibi korozyon hücrelerinin oluşması da kolaylaşır. [2] Bir korozyon hücresinin oluşmasıiçin şu üç koşulun bir arada bulunması gerekir.
1. İyon içeren bir sulu çözelti (elektrolit)
2. Yeteri kadar negatif potansiyelli bir anot
3. Anottan daha pozitif potansiyelli bir katot.
Bu üç koşuldan birinin bulunmaması halinde korozyonun oluşmayacağı kesin olaraksöylenebilir. [3]
5.2 Anod
Korozyon hücresinin en fazla göze çarpan bölümü anodlardır. Bu korozyonun meydana geldiği bölgedir. Bu bir kimyasal reaksiyon bir oksitlenme reaksiyonu olup metalden elektron kaybı sonucu diğer elementle birleşmesidir. Bu metal çelik ise sonuçta malzemede demir pası oluşur.[7]
5.3 Katod
Bu korozyon hücresinin korunan bölümüdür. Burdaki kimyasal reaksiyon bir azaltma reaksiyonudur.[7]
5.4 Anod/Katod ilişkisi
Bir elektrokimyasal korozyon hücresinde bir elektroddiger elektroda göre meydana gelen potansiyele göre ya anod dur veya katod dur. Bu elektriksel potansiyel farkı anod ve katod arasındaki potansiyel farkıdır. [7] Anot ve katottaki elektron alışverişi elektrot yüzeyindeki kimyasal reaksiyonlarlabirlikte yürür. Anotta yükseltgenme, katotta indirgenme reaksiyonları meydana gelir. Bu ikireaksiyon aynı anda yürür ve anot ve katottan eşdeğer miktarda akım geçmesine neden olur.Anot veya katot reaksiyonlarının birinin yavaşlaması toplam korozyon olayının dayavaşlamasına neden olur. [2]
5.5 Elektrolit
İyon içeren sulu çözeltilere elektrolit denir. Elektrolit içine daldırılmış bir metalinkorozyonu, elektrolit ara yüzeyinde elektron transferi ile birlikte yürür. Çeşitli nedenlerlemetal yüzeyinde değişik potansiyellere sahip alanlar meydana gelir. Bunun sonucunda makrove mikro büyüklükte korozyon hücreleri oluşur. [2]
5.6 Metalik Bağlantı
Korozyon hücresinin dördüncü bölümü olup elektriksel devreyi tamamlar ve elektron akışını sağlar. Metalık bağlantı hem anoda hem de katoda temas eden ve elektron akışını sağlayan bir metaldir. Bu elektron akışı elektrokimyasalreaksiyon [7] Şekil:2’de görüldüğü gibi meydana gelir.
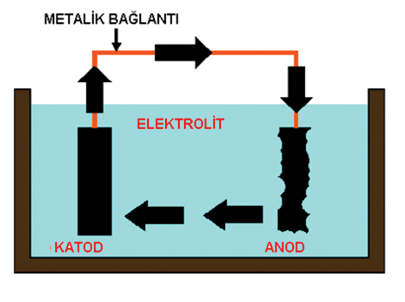
Şekil 2: Korozyon Hücresi
6. Korozyon Hücreleri (Korozyon Tipleri)

Şekil 3:Farklı çevre yapılarının sebep olduğu korozyon hücreleri
Eğer toprak Farklı yapılardaki yatay katmanları ihtiva ediyorsa enine bir çok toprak katmanlarını geçen boru hatları korozyonun bu tiplerinden sık sık etkilenecektir.
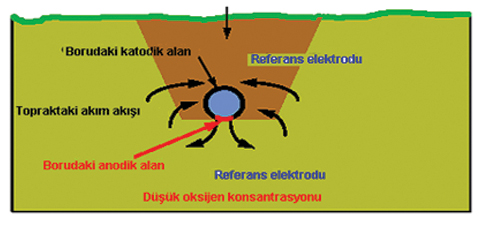
Şekil 4: Farklı Oksijen konsantrasyonlarından etkilenen Konsantrasyon hücreleri
6.3 Homojen Olmayan Toprak
Boru hatları homojen olmayan farklı toprak yapılarında elektrolitler farklıelektrik potansiyelleri gösterir.Bu homojen olmayan toprak karışık metallerden oluşan mikroskobik öğelerin etkisinde kalır. [7] Zemin cinsi değiştikçe boru/zeminpotansiyelinde de değişme olur. Örneğin kalker içinden geçen bir boru hattı killi bir zeminegirdiğinde bu bölgede boru/zemin potansiyeli daha negatif bir değer alır. Bu durumda boruhattının kil içinde kalan bölgelerinin anot, kalker içinde kalan bölgelerinin katot [3] olurken, kil içinde kalan kısım anot olarak korozyona uğrar.
6.4 Beton / Toprak Ara yüzeyi
Elektrolit cinsinin değişmesinden ileri gelen benzer bir korozyon olayı da zemin içinden geçerek betona giren boru hatlarında görülür. Beton içindeki bölgede boru potansiyelizemin içindeki potansiyele göre çok düşüktür. Bu durumda borunun beton içinde kalan bölümü katot olurken, zemin içinde kalan kısım anot olarak korozyona uğrar. [3]

Şekil 5: Beton ve Toprak Elektrotları tarafından etkilenen Korozyon hücreleri
6.5 Farklı havalanma nedeniyle oluşan korozyon:
Bu farklı havalanma boru yüzeyinde yer yerpotansiyel farkı doğmasına ve korozyonhücrelerinin oluşmasına neden olur. Farklı havalanma nedeniyle oluşan korozyon olayına tipik bir örnek, yol geçişlerinde borunun kaplama altında kalan bölgesi ile kenarlarda daha fazla oksijen alabilen bölgeleri arasında meydana gelen korozyon olayıdır. Yolun geçirimsiz kaplaması altında kalan ve az oksijen alabilen bölgeler anot olarak korozyona uğrar.
Yeraltına hendekiçine konulan boruların alt kısımlarında oluşan korozyondur. Bunun nedeni, montajsırasında boru üst kısmına yapılan dolgu ile hendek kenarlarında bulunan bozulmamışhaldeki doğal zeminin oksijen geçirgenliği arasındaki farktır. Boru hendeğe konulduktansonra üst kısım yumuşak ve üniform yapıda bir malzeme ile doldurulur. Bu dolgu doğal zemine göre daha geçirgendir. Dolayısı ile borunun üst kısımları bol oksijen alırken alt kısımlar çok az oksijen alabilir. Taban bölgesi anot olarak korozyona uğrar.[3]
6.6 Biyolojik Etkiler:
Bazı topraklarda metali kimyasal ya da elektrokimyasal olarak etkileyen bakteri vemikroplar bulunabilir. Bu durum dökme demirde fark edilen ve genellikle grafitlenme olayıile açıklanan hızlı korozyonun da başlıca sebeplerindendir. Bakteriler içerisinde en tehlikeliolanı sülfat indirgeyen bakterilerdir. Bu bakteriler, topraktaki sülfatları indirgeyerek demiralaşımlarını çok çabuk etkilediği bilinen H2S serbest hale geçirirler.Biyolojik etkilerle meydana gelen korozyon olayının katot ve anot reaksiyonlarışöyledir:

Reaksiyon sonucu oluşan hidroksit iyonları çevrede bulunan karbonat ve silikatiyonları ile yer değiştirerek karbonat veya hidroksit çökeltilerini oluşturabilir. Böylece demiryüzeyinde sert bir kabuk oluşturur. Biyolojik korozyonun etkili olduğu hallerde demiryüzeyine yapışmış korozyon ürünleri içinde daima bir miktar (FeS) bileşiğine rastlanır.[2]
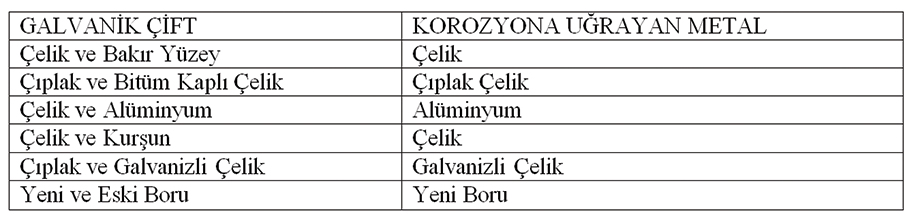
6.6 Galvanik Korozyon:
Farklı potansiyel farkta iki malzemenin bir arada kullanılmasından ya da zemin yapısının farklılığından kaynaklanan korozyon cinsidir. Farklı malzeme kullanımından kaynaklanan Korozyon; farklı potansiyelde iki metal birbiriyle temas halinde iken aralarında bir galvanik pil oluştururlar ve aktif olan metal anot, soy metal ise katot görevi görerek aktif metalde korozyona sebep olur. Çok rastlanan galvanik hücreler aşağıda listelenmiştir.[6]
Şekil: 6’da görüldüğü gibi bakır ile çeliğin bir arada kullanılması durumunda bakırdan dolayı çelik korozyona uğrayacaktır.
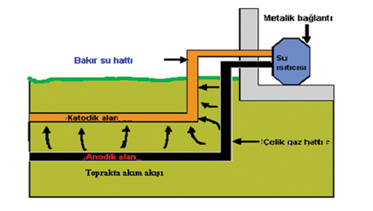
Şekil 6: Farklı metaller tarafından etkilenen Galvanik korozyon hücreleri
Bu korozyon tipi herşeye rağmen Çok etkili olabilir. Çelik üretimindeki yüksek enerji oluşumundan dolayı, çeliği bir metal sınıfına koyabiliriz. Yeni çelik eski paslanmış çeliğe göre daha aktiftir.
Potansiyel yeni çeliğin oluşturduğu yüksek negatif potansiyelden farklıdır ve eski çeliğin oluşturduğu düşük potansiyel Elektrokimyasal korozyon hücresinin bir sürücüsü veya gerilimidir. Eski kaplamasız çelik boru bu tip korozyona bir misal teşkil eder ve yeni borunun kaplamalı kısmı bir Anod paslanmış kısmı ise Katod görevi gösterir.[7]

Şekil 7:Eski –Yeni Sendromu
6.9 Seçimli (Farklı Alaşımlar) Korozyon:
En çok görünen korozyon şeklidir. Zira 200 den fazla farklı metal alaşımı mevcuttur. Ayrıca metaller yüzde yüz saf değildir.Her farklı metal alaşımı farklı elektriksel potansiyele haizdir.[7] % 70 Cu + % 30 Zn’den oluşan pirinç içinde bulunan Zn kolayca korozyonauğrayabilir. Korozyon sonucu alaşım yüzeyinde Znkonsantrasyonu azalır ve normal sarırenk, bakır kırmızısına dönüşür. Çok sık rastlanan bu seçimli korozyon olayına “çinkoazalması” adı verilir.Bu faklı potansiyellerden dolayı korozyona sebep olacak elektromotor kuvvetleri üretilir ve farklı metal alaşımlarından dolayı korozyon ortaya çıkar.[2]
6.10 Metallerin Kirliliğinden dolayı Korozyon:
Hiç bir imalatçı prosesi mükemmel değildir. Bazı pislikler metaller imal edilirken ve soğutulurken metal içine karışabilir. [7] Buna benzer şekilde kaplamalı bir boruda, kaplamanın bozuk olduğu küçük bir bölge anotolarak korozyona uğrar. Bu durumda katot/anot yüzey alanı oranı çok büyük olduğundankaplamanın bozuk olduğu çok küçük bir bölge şiddetli korozyon etkisinde kalır.[3]
6.11 Çizikli ve Oluklu Yüzeyler:
Çizikli ve oluklu yüzeyler metal yüzeyinde anodik alanlar meydana getirir. Buradaki korozyon şekli eski-yeni sendromuna benzer. Boru hattının tesisi sırasında boruların kanallara yerleştirilmesi ve boruda yapılan işlemler esnasında boruda bu tür yüzeyler oluşur.Boru toprağa gömüldükten sonre bu durum daha da kötülrşir zire soz konusu yüzeylerde metal incelir.[7]
6.12 Aralık Korozyonu:
Perçin, cıvata, conta gibi altı örtülü yüzeylerde ve aralıklarda meydana gelen önemli bir korozyondur. Aralık korozyonunun meydana gelmesi için aralığın çözeltinin girebileceği kadar geniş, aynı zamanda çözeltinin çıkamayacağı kadar dar olmalıdır. Sistemin mekanizması; aralık içinde bulunan sözü geçen çözelti durgun olduğu için gerekli oksijen kısa zamanda tükenir. Böylece aralığın içi ve dışı arasında oksijen iyonu konsantrasyonu farkı aralık korozyonuna sebep olur.[6]
7. KAÇAK AKIM KOROZYONU
Doğru akım ile çalışan raylı taşıt araçları, doğru akım taşıyan yüksek voltajlı elektrik hatları
ve kaynak makinaları zemin içine kaçak akım yayarlar. Bu kaçak akımlar çevrede bulunan metalik yapılara girerek korozyona neden olurlar. Örneğin bir yeraltı tren hattına paralel giden boru hattında kaçak akım korozyonu meydana gelebilir. Trenin bulunduğu noktada akımın bir kısmı zemine kaçarak yakında bulunan boru hattına girer. Akımın boru hattına girdiği noktalar katot olur. Bu noktalarda korozyon söz konusu olmaz. Boru üzerinden bir süre akan akım, yeniden zemine girerek oradan trafo istasyonuna döner. Korozyon olayı akımın borudan çıktığı bölgelerde görülür.
Dış akım kaynaklı katodik koruma sistemlerinde de kaçak akım söz konusu olur. Bu nedenle katodik koruma sistemleri çevre yapılar üzerinde interferans korozyonuna neden olabilir. Katodik koruma sistemleri akımı yayıcı ve toplayıcı olarak iki yönlü çalışır. Anot yatağından çevrede bulunan metalik yapılara akım kaçağı olur. Akımın yapıya girmiş olduğu nokta katodik olarak korunur. Fakat akımın metali terk ederek yeniden zemine girdiği bölgelerde korozyon olayı görülür.[3]
7.1 Doğru akımlı taşıma sistemleri:
Elektrikli demir yolları,elektrikle çalışan raylı sistemler başlıca kaçak akım korozyonunun doğru akım kaynağıdır.Bu sistemlerde kaçak akımların etkisi 24 saat dir.[7]
7.2 Kaynak makinaları ve işlemleri:
Doğru akım kaynak makineleri kaçak akım korozyonuna neden olabilen doğru akım kaynaklarıdır.Şekilde görüleceği üzere doğru akım hatlarının biri topraklama çubuğu üzerinden topraklanmıştır.Bu durumda metal olan bot anod olarak ve topraklama çubuğu ise katot olarak çalışır.[7]
7.3 Katodik Koruma Sistemleri:
Katodik koruma sistemleri diğer metalik yapılar üzerinde kaçak akım korozyonunun başlıca kaynağıdır. Bu elektrokimyasal korozyon hücresine örnek yabancı bir boru hattının korunmuş boru hattının anod yatağının yakınından geçip ve sonra boru hattını kesme durumudur.[7]

Şekil 8:Katodik koruma sistemi tarafından neden olunan kaçak akım korozyonhücresi
8. KATODİK KORUMAYA GİRİŞ
Katodik koruma metalleri korozyondan korumak üzere kullanılan enetkili yöntemdir. Katodik korumanın temel ilkeleri elektrokimyasal korozyon teorisine dayanır. Buna göre bir elektrokimyasal hücreden net bir akımgeçtiğinde anotta oksidasyon reaksiyonu, katotta buna eşdeğer olacak şekilderedüksiyon reaksiyonu yürür. Böyle bir sistem içinde katot bölgesinde hiç bir şekilde korozyon olayı meydana gelmez. Bu teoriye dayanarak bir metalinyüzeyindeki anodik bölgeler katot haline dönüştürülerek korozyon olayı kesinşekilde önlenebilir.
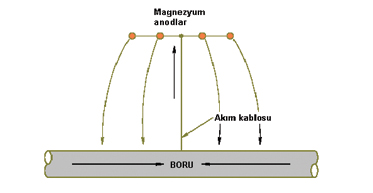
Katodik koruma yapabilmek için, aynı elektrolit içine anot görevi yapmaküzere ikinci bir metal daldırılır. Anot metali korunacak olan metalden daha aktifbir metalden seçilmiş ise, bu iki metalin bağlantısından galvanik bir pil oluşur.Bu durumda devreden kendiliğinden bir akım geçer. Korunması istenilen metalbu pilin katodu olacağından korozyona uğramaz. Buna karşılık devreden geçenakım miktarı ile eşdeğer olarak anot metali çözünerek iyon haline geçer.Böylece yürüyen “galvanik anotlukatodik koruma” sistemleri büyük ölçekli bir galvanik pil gibi çalışır.
Katodik koruma inert anotlar ile de uygulanabilir. Bu durumda sistemedıştan bir doğru akımın uygulanması gerekir. Doğru akım kaynağının (+) ucuanoda, (-) ucu da korunacak olan metal yapıya bağlanır. Böylece bir elektroliz hücresi elde edilmiş olur. Bu hücrenin katodunda redüksiyon, anodunda daoksidasyon reaksiyonları meydana gelir. Ancak, anottaki reaksiyon metalinçözünmesi şeklinde olmaz. Anotta inert metaller kullanılmış olduğu için elektrolit cinsine göre oksijen çıkışı, klor çıkışı gibi başka çeşit oksidasyon reaksiyonlarımeydana gelir.[4]
Katodik koruma temel olarak bir M metalinin asitli ortamda korozyon olayı olarak ifade edilebilir. Elektrokimyasal reaksiyonun oluşu, metalin çözünmesi ve hidrojen gazı çıkışıdır. Örnek olarak;

Katodik koruma metal yüzeyine elektronları toplayarak oluşur. Yukarıdaki reaksiyonda da görüldüğü gibi sisteme elektron ilavesi metalin çözünmesini önler ve H2 gazı çıkışını hızlandırır.
Klasik elektrik teorisine göre elektrik akımının (+)’dan (-)’ ye doğru olduğu düşünülürse akım elektrolitten metale doğru olduğu zaman metal korunmuş olur. Aksi olduğu zaman korozyon olayı hızlanır.[1]
Katodik koruma uygulanan alanlar:
- Yer altı yakıt ve petrol depolama tankları ve toprak seviyesi tank tabanları
- Yakıt ve petrol dağıtım sistemleri
- Toprak seviyesi veya üstündeki sıvı depolama tanklarının iç kısımları
- İçme suyu dağıtım sistemleri
- Doğal gaz dağıtım sistemleri
- Sıkıştırılmış hava dağıtım sistemleri
- Yangın sistemleri
- Kanalizasyon sistemleri
- Deniz rıhtımlarının çelik kazıkları
- İskele çelik kazıkları
Katodik Korumanın Esasları:
Katodik korumanın temeli korunacak metali, pilin katodu haline getirmektir. Katodik koruma dıştan akım verilerek anodun potansiyellerinin açık devre potansiyeline getirilmesi şeklinde de uygulanabilir. Bunun sonucu olarak metalin bütün yüzeyi aynı potansiyele ulaşır ve korozyon durur. Anodun açık-devre potansiyeli FA ötesinde polarize olursa korozyon için bu fazla akımın değeri yoktur. Bu durum kaplamalara zararlı olabilir. Bundan dolayı asıl uygulamada bu akım kuramsal olarak minimuma yakın tutulur. Eğer akım, komple korunma için gerekli olan seviyenin altına düşerse koruma kısmi olur, yeterli olmaz. Demir ve çelik yapıların tam olarak korunabilmesi için gerekli olan ölçüt, metalin her noktasında ölçülen potansiyel değerinin
Cu /CuSO4 referans elektrotuna göre –850 mV veya daha negatif olmasıdır.
Katodik koruma, korozyona uğrayan (korozyon sisteminde anot olarak davranan) bir metalin potansiyelini değiştirerek onu katot olarak davranmaya zorlamaktadır. Çözünmeyen bir soy anot yardımıyla korunacak bir yapı, devrenin negatif kutbunu oluşturacak şekilde doğru akım devresine bağlanır. Bu tip korumaya “Dış Akım Kaynaklı Katodik Koruma” denir.
Katodik korumanın bir başka şekli ise korunacak metalden daha aktif bir metali anot olarak kullanarak yapay bir pil devresi oluşturup aktif metalin korozyonu ile korozyona karşı korunacak yapıya elektron transferi sağlayarak yapıyı katot haline getirerek korumaktır. Bu metoda “Galvanik AnotluKatodik Koruma” denir.
Galvanik anotlar koruma sırasında belirli hızlarla çözünerek ağırlıklarını kaybederler. Bunları uygun zaman aralıklarıyla yenileyerek koruma işlevine süreklilik kazandırılır. İkinci yöntemde korunan metal ve anot çiftinin akım üretir nitelikte olması gerekmez. Çünkü koruma için gerekli akım uygun bir dış kaynaktan çekilir. Yavaş çözünürlük yanında ekonomik olan malzemeler anot malzemesi olarak kullanılır.Galvanikanotlu, katodik koruma sistemlerinde kullanılan anot malzemeleri genellikle çinko(Zn), alüminyum(Al) ve magnezyum(Mg)dur. Dış akım kaynaklı katodik koruma sistemlerinde Fe-Si, Pb-Sb, Ag-Ti bazlı anotlar kullanılır.
Katodik olarak bir metal yapıyı korumak için aşağıda belirtilen referans elektrotların karşısındaki koruma potansiyel değerlerini sağlamak gerekir:[2],

Katodik koruma iki yolla gerçekleştirilir.
.Galvanik katod koruma
.Dış akım kaynaklı katodik koruma [7]
8.1 Galvanik Katodik Koruma:
Galvanik anod sisteminde gerekli katodik koruma akımı aktif olan bir metali korozyona uğratarak sağlanır. Galvanik anodlu (Bu anodlar kurban anodolarakta adlandırılır) farklı metal veya alaşımlarından meydana gelen korozyon reaksiyonları vasıtasıyla kurulan korozyon hücresi potansiyelindeki farklılıklara göre çalışır. Örneğin demirin Bakır/bakır sulfat referans elektroduna göre arasındaki potansiyel farkı 0,4 ve 0,6 dir.Çinkonun bakır/bakır sulfat referans elektroduna göre potansiyel farkı -1,1 Volt dur. Eğer bu iki metal elektriksel olarak birbirleriyle bağlanırsa demir ve çinko arasında 0,5-0,7 Volt potansiyel farkı olacak ve çinko anod olarak çalışarak korozyona uğrayacak ve ayni zamanda koruma akımı sağlayan bir akım kaynağı olacak ve demiri katod haline geçirerek demirin korozyona uğraması önlenecektir. [7]
Şekil 9: Galvanik anodlukatodik koruma sistemi
Aşağıda verilen şekillerde çinko,magnezyum, alüminyum alaşımlarının hepsi demir veya çeliğe göre daha fazla negatif potansiyele sahip olduğundan anod durumuna geçerek ve demir veya çeliği katod yaparak korozyona karşı koruyacaktır. [7]
8.1.1 Galvanik Katodik Koruma Sistemlerinin Avantajları
- Tesisi ekonomik olarak uygundur
- İşletilmesi ve bakımı kolaydır
- Aşırı koruma potansiyeli yönünden oldukça uygundur.
- Diğer metalik yapılarüzerindeki kaçak akım etkileri oldukça azdır
- Dış akım kaynağına gerek yoktur
- Tesisi kolaydır
- Minimum katodikenterferans vardır
- Düşük bakım ve işletim masrafları
- Tankların korunmasında tankın dış çapı etrafında üniform akım dağılışı
- Minimum istimlak ve irtifak maliyeti
- Koruma akımının verimli kullanımı [7], [2]
8.1.2 Galvanik Katodik Koruma Sisteminin Dezavantajları
- Küçük koruma geriliminin elde edilmesi(sınırlı potansiyel farkı)
- Yüksek dirençli elektrolitlerde oldukça küçük akımların elde edilmesi (tipik 1-2 A)
- Büyük veya genişletilen yapılarda yeni anodların yerleştirilmesi ve tesisi ekonomik olarak uygun değildir
- Yüksek özgül dirençli ortamlarda etkisiz kalması(özellikle 5000 ohm.cm den daha büyük ortamlarda bu sistem kullanılamaz)
- Tank korumada bir sistem anacak bir tankı koruyabilir.Diğeri için ayrı bir sistem yapılması gerekir.
- Korozyonu ve sistemi kontrol ve izleme zorluğu [7], [2]
8.1.3 Galvanik Anodların Tesis Edilmesi
Toprağa gömülü yapıların korunması için kullanılan galvanik anodlar korunan yapıya kısa mesafede gömülür ve korunacak yapıya izole bakır hat(kablo) ile bağlanır.
Kimyasal dolgu malzemesi toprağa tesis edilecek kurban anodların etrafında anod yataklarının teşkilinde hemen hemen daima kullanılır. Dolgu kuru, sulu bulamaç çamur şeklinde veya paketlenmiş şekilde kullanılır. Özel dolgular verimli ve güvenilir bir tarzda gerekli elektrisel koruma akımını sağlayabilmek,toprağın direncini daha düşük tutmak, anod yatağının nemliliğini sürekli olmasını sağlamak ve üniform elektrolit sağlayabilmek için kullanılır.
Dolgu malzemesi olarak %70 toz haline getirilmiş alçı taşı , %20 bentonit , %5 sodyum sülfattan meydana gelir.
Aşağıdaki şekil kurban anodun tesis edilmesini gösterir. Tükenen anodun sökülmesi gerekmez yanına yenisi tesis edilir. [7], [2]

Şekil 10: Galvanik anod tesisi
8.1.4 Galvanik anodların Korunacak Yapıya Bağlanması
Galvanik anodlarla korunacak yapıların arasındaki elektriksel bağlantı yapıların katodik korunmasında hayati önem taşımaktadır.Anodlar korunacak yapıya ya doğrudan kaynak edilerek veya yapı üzerinde bulunan civatalar kullanılarak bağlanır.Su içinde askıda olan anodlarla yapı arasındaki bağlantı ya yapı üzerine doğrudan monte ederek veya izole bakır atlamaları ile hem anoda hem de korunan yapıya kaynak yapmak suretiyle sağlanır.Hatlar anodun içine ya imalat esnasında anodun içine yerleştirilmek suretiyle veya sonradan anod çekirdeğine kaynak yaparak bağlanır.Termit kaynak katodik koruma sisteminin tesis edilmesi, bakım ve tamirinde geniş bir suretle uygulanan birleştirme metodudur.Tüm bağlantılar ve ekler iyi bir elektrik teması sağlanması için izole edilirler. [7], [2]
8.1.5 Galvanik Katodik Koruma Sistemi Test İstasyonları
Gömülü yapıları koruk üzere tesis edilen galvanik anodlukatodik koruma sisteminde sistemin kontrol edilmesini sağlayan test istasyonları vardır.Bu test istasyonları ya toprak üzerinde bağlantı kutusu olarak veya toprak yüzeyine yerleştirilirler.Aşağıda verilen resimlerde test istasyonlarının yapım şekli görülmektedir.

Şekil 11: Toprak üzerinde test istasyonu

Şekil 12:Toprak yüzeyinde test istasyonu
Test istasyonları katodik koruma sistemlerinde birçok farklı testler için kullanılır.Aşağıdaki şekilde potansiyel- akım test istasyonu görülmektedir. [7], [2]

Şekil 13: Potansiyel-akım test istasyonu
8.2 Dış Akım Kaynaklı Katodik Koruma Sistemi
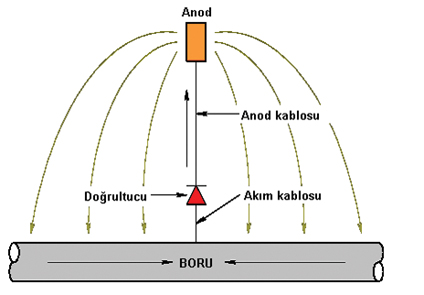
Dış akım kaynaklı katodik koruma metale dıştan bir doğru akım uygulanarak yapılır. Bir transformatör redresör (T/R) ünitesinden elde edilen doğru akımın (-) ucu korunacak olan metale, (+) ucu da bir yardımcı anoda bağlanır. [4] Şekil-14 ve Şekil-15’te görüldüğü gibi uygulanmaktadır.
Uygulanacak olan katodik koruma akımının şiddeti, korunacak metalin yüzey alanına, kaplamasının izolasyon direncine ve metalin içinde bulunduğu ortamın koroziflik derecesine bağlıdır. Transformatör-redresör ünitesinin doğru akım çıkış voltajı ise, katodik koruma devresinin toplam direncine ve büyük ölçüde anot yatağının direncine bağlı olarak ve sisteme verilmesi gereken akımı sağlayacak büyüklükte seçilir. [4]
Şekil 14:Dış akım kaynaklı katodik koruma sistemi
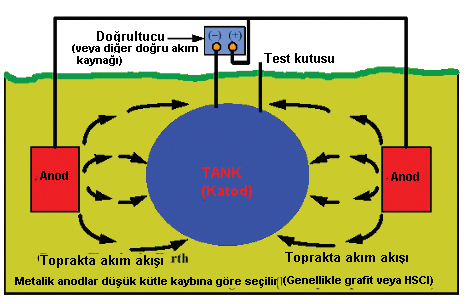
Şekil 15:Tankın dış akım kaynaklı sistemle korunması
Pratikte dış akım kaynaklı koruma sisteminin anodları grafit yüksek silikonlu dökmedemir(HSCI) , platin veya metal oksit kaplı titanyum anodlardır.Üniform elektrolit, daha küçük değerde toprak direnci ve gaz ve asit çıkışını sağlamak için anod yataklarında özel dolgu kullanılır.Toprak temas dolgusu normal olarak ya kok tozu veya petrol kokudur.Dış akım kaynaklı katodik koruma sisteminde anodlar ve anod yatağı periyodik olarak kontrol edilmeli; eğer tükenen ve zarara uğrayan anod varsa değiştirilmelidir.
Dış akım kaynaklı katodik koruma sistemi bu sistemdeki doğrultucu ve diğer akım kaynakları göz önüne alınmadığında işletme mantığı olarak galvanik sistemle aynıdır.Bu sistemde diğer doğru akı kaynakları olarak güneş pilleri doğru akım generatörü, termo elektrik generatörü kullanılabilir. Fakat genellikle yakınlarda bulunan alternatif akım kaynağından alınan enerji doğrultucu vasıtasıyla doğru akıma çevrilerek dış akım kaynaklı katodik koruma sisteminde kullanılır. [7], [2]
8.2.1Dış akım kaynaklı katodik koruma sisteminim avantajları
- Büyük veya mevcut yapılar için tesis edildiğinde ekonomik olarak uygun
- Geniş gerilim elde edebilme imkanı (potansiyel farkı ancak doğru akım besleme sisteminin büyüklüğü ile sınırlıdır)
- Kaplamasız, yetersiz kaplamalı ve geniş yapıların korunması için gerekli akım sağlanır.
- Anodların değiştirilmesi ekonomik olarak uygun
- Yüksek toprak(elektrolit)dirençli ortamlarda uygulanabilme
- Zayıf kaplanmış veya kaplamasız yapılar için etkili koruma
- Koruma etkinliği her zaman kontrol edilebilir.
- Akım ve gerilim çıkışı her zaman değiştirilebilir.
8.2.2 Dış akım kaynaklı katodik koruma sisteminim dezavantajları
· Önemli derecede işletme ve bakım ihtiyaçları
· Diğer komşu metalik yapılara kaçak akımlardan dolayı önemli ölçüde enterferans etkileri
· Dış güç besleme gerekliliği
8.2.3 Dış akım doğrultucuları
Doğrultucular ayarlanabilir kademe düşürücü bir transformatör üzerinden besleme sistemine bağlanırlar.Doğrultucular doğrultucu köprüleri,çıkış ve giriş akım ve gerilimlerin ölçülmesi için ampermetre ve voltmetreler,kesici ve parafudrlardan meydana gelir. Fonksiyonu alternatif akımı kontrol edilebilir ve katodik koruma sistemi için kullanılabilir doğru akıma çevirmektir.[7], [2] Şekil-16’da şematik olarak anlatılmıştır.
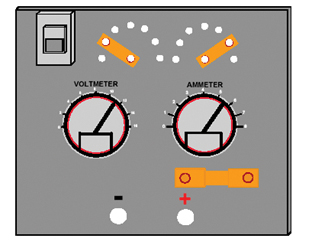
Şekil 16: Dış akım kaynaklı katodik koruma sistemi doğrultucusu
8.2.4 Anod Yatakları
Dış akım kaynaklı katodik koruma sistemlerinin anod yatağı tipleri tesis yerine,uygulama, şekline ve anod yatağı derinliğine göre belirlenir. Anod yatakları normal olarak korunacak tesisten uzağa yerleştirilirler.[7]
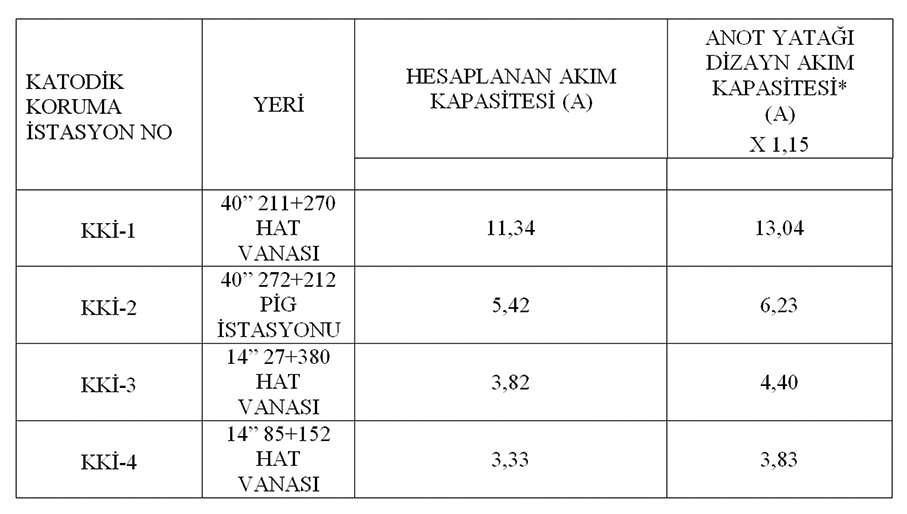
Anot yatakları hesaplanırken, istasyon başına koruma akım ihtiyacının %15 fazlası ile anot yatakları tasarlanır. Aşağıda yeraltı doğalgaz boru hattı için örnek anot yatakları dizayn akım kapasiteleri verilmiştir.
8.2.4.1 Yatay Anod Yatakları
Yatay anot yatakları, başlangıcı korunacak yapılardan en az 30 metre ve diğer korunmayan yapılardan 200 metre uzakta olmalıdır. Aynı bölgede birden fazla dış akım kaynaklı anot yatakları düzenlendiğinde yapılacak yeni anot yatağı bunlara en az 300 metre uzaklıkta olmalıdır.
Yatay anot yataklarının başına ve sonuna, yerinin belirlenmesi için ölçü kutuları konulmalıdır. Anot yatağında anot kablolarından ayrıca, iki ölçü kutusu arasında ring kablosu bulunur.
Yatay Anot yatağı direncinin ölçülmesi:
Cebri sistemli katodik koruma tesislerinde sıkça karşılaşılan bir uygulama da, anot yatağı direncinin,mevcut tr / redresör ünitesi üzerindeki ampermetre ve voltmetre değerlerine göre test edilmesidir. Redresör üzerindeki göstergelerdeki voltajın, çekilen akıma bölünmesi ile doğru akım devre direnci bulunabilir. Bu direnç, gerçek anot yatağı direncinden büyüktür. Redresör üzerindeki D.C. ölçü cihazlarının( dijital veya analog ) çok doğru ve hassas değerler vermediği bilinmelidir. Bu cihazlar 0 – 50 volt ve 0 – 50 amper aralığında ise küçük değer ölçümlerinde hataları daha büyük olur. Bu yüzden anot yatağının gerçek direncini ölçmek için hem doğru akım devresini teşkil eden diğer unsurların devreden çıkartılmasıhem de hassas ve mümkünse kalibre edilmiş ölçü cihazlarının kullanılması gerekir.
Ölçümlerde kullanılan cihazların marka/model/seri no gibi belirleyici bilgileri ve varsa sertifikaları ölçümraporlarında mutlaka belirtilmelidir. [3]
8.2.4.1.1 Yatay anodyatakları anodların düşey tertiplenmesi
Bu tip anod yatakları genellikle boru hatlarında kullanılır.Anodların düşey yerleştirilmesi daha düşük değerde anod yatağı direnci elde etmek içindir. Anod yatağının metalik yapılara uzaklığı 100 m den fazla olmalıdır.[7]
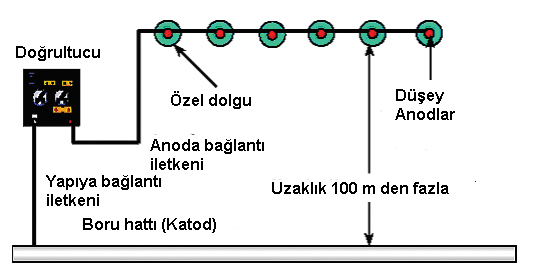
Şekil 17:Yatay anod yatağı düşey tertip
8.2.4.1.2Yatay anod yatakları anodların yatay tertiplenmesi
Bu tertip boru hatlarında yüzye yakın kaya tabakasının bulunduğu yerlerde anodlar için uniformçavra şartları sağlamak için kullanılır. Eğer çevrede başka yapılar yoksa en ekonomik çözümdür.[7]
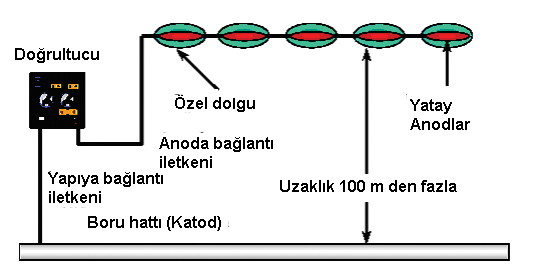
Şekil 18:Yatay anod yatağı yatay tertip
8.2.4.1Dağıtılmış Anod Yatakları
Bu sistemler küçük metalik yapıların korunması için kullanılır.Anod yatağı için yapılardan uzak bir yer bulunamadığında ve küçük yapıların korunmasında en ekonomik bir çözümdür.
Anod yatağının bu tipi tank içi korunmasında,toprak seviyesinde tank tabanının korumasında, yer altı depolama tanklarının korunmasında ve kısa boru hatlarının korunmasında kullanılır.
Anodlar boru hattı boyunca,tank yüzeyi etrafına (Toprak üstü depolama tanklarının iç yüzeyi, yeraltı depolama tanklarının dış yüzeyi)boyunca yerleştirilir ve anodların yapıdan uzaklığı normal olarak bu mesafenin en az 2 katı olması gerekir.[7]
Şekil 19: Dağıtılmış anod yatakları
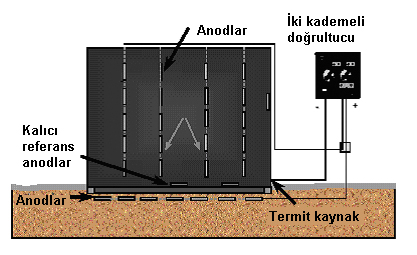
8.2.4.2 Derin kuyu anod yatakları
Bu tip anod yatakları yapılaşmanın olduğu şehir,kasaba vs. Yerlerdeki çelik yapıların katodik olarak korunmasında kullanılır. Söz konusu anod yatağı sistemi yapılaşmanın olduğu ortamlarda veya anodların yüzeye yerleştirme imkanı bulunmadığı yerlerde en ekonomik çözümdür ve bu yerlerdeki çelik boruhatlarıyla dağıtımın yapıldığı sistemlerin, yer üstü tank çiftliklerinin katodik koruma sistemlerinde uygulanır.[7]
Derin kuyu anot yatağı, korunacak yapıdan en az 10 m açıkta olmalıdır. Kuyu çapı 22-30 cm, derinliği 50.00 mt olabilir. Derin kuyunun üst tarafında minimum 5.00 mt‘lik kısım inaktif derinlik olarak ayrılır ve bu kısma çakıl taşı doldurulur. Kuyudaki anot sayısına ve anotlar arası mesafeye göre derinlik belirlenir. [3] Derin kuyu anod yataklarında en üstteki anodun derinliği 30 m civarında ve en alt derinliği sistemin gerektirdiği anod sayısına göre 60 m den 180 m ye kadar olabilir.[7]
Anot yatağı içine dolgu malzemesi yerleştirilmesi özel çaba gerektirir. Dizi, dolgu malzemesini
ortalamalıdır. Bunun için merkezleme paleti kullanılması faydalı olur. Dolgu malzemesi aktif derinliğe doldurulur, bu işlemden bir gün sonra in aktif derinliğe de yıkanmış 1 - 5 cm. irilikte çakıl doldurulur. Çakılın doldurulması sırasında anot kablosu zarar görmemelidir. [3]
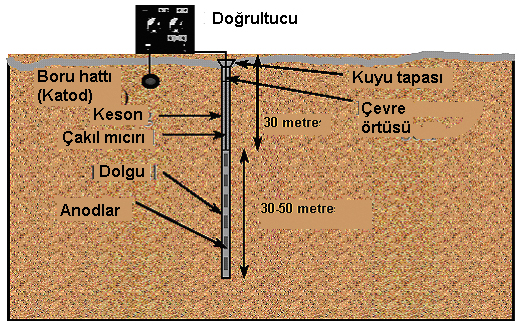
Şekil 20: Derin kuyu anod yatağı
8.3 Dış akım Kaynaklı Sistem Test İstasyonları
Dış akım kaynaklı katodik koruma sistemine sahip metalik yapılar için test istasyonları sadece boru ile bağlantısı yapılan hatlardan ve bunların bağlandığı kutu içine yerleştirilen ölçü klemenslerinden meydana gelir.
Test istasyonlarının boru hatlarının içinden geçtiği kesonları, hatta bağlı izole flanş bağlantılarını, boru izolasyon direncini, yabancı bir yapıya paralel gitme veya bu yapı ile kesişme durumlarında enterferans etkisini ve anod yatağını kontrol ve test edilebilmesini sağlayan çeşitli, tipleri vardır.[7]
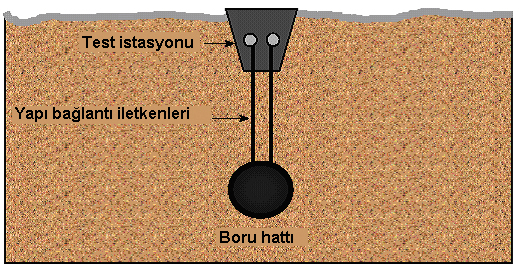
Şekil 21: Toprak yüzeyinde test istasyonu
9. Referans Elektrodları