



T.K. Waupaca Tesisi (WI, ABD) çalışması ve sonuçları

Sert Metal
2011 Aralık ayında Vesuvius, SERT Metal’ i satın almıştır. SERT Metal sıvı metal döküm prosesinin otomasyonu, üretimi ve Ar- Ge gelişmeleri konusunda dünyaca tanınan pazar lideri bir firmadır. Sıvı metal akış sistemlerinin ve ekipmanlarının endüstriyel alanda geliştirilmesi konusunda çalışmalar yapmak amacı ile 1965 yılında kurulmuştur. SERT Metal çözümleri genel olarak kullanılan alttan akıtmalı döküm proses sistemi veya yeni kurulacak alttan akıtmalı döküm sistemindeki çözümleri kapsamaktadır.
SERT Metal’in sıvı metal döküm prosesi ile ilgili her konuda çözümleri bulunmaktadır. Bunlar içinde, üretim, kalite ve üretilebilirlik artışı sağlamak amacı ile otomatize edilmiş paket çözümler, özel ürünler, teknik destekler ve güvenlik çözümleri bulunmaktadır. SERT Metal çeşitli dökümler, argon akış sistemleri, sıcaklık kontrolü ve aşılama proseslerinde derin bilgilere sahiptir.
Giriş
Otomatik kalıba döküm sistemlerindeki başarılı inovasyonlar ve alttan akış sistemi ile dökümün proses bilgisini anlamaya yönelik gelişmeler sayesinde bugün dökümcülerin beklentilerini karşılamaya çok yakındır. Bu sistemler kolaylıkla herhangi bir proses adapte edilebilen ve performansları sürekli olarak artan, döküm zamanı optimizasyonu gerçekleştiren ve proses kontrol ihtiyaçlarını doğru şekilde karşılayabilen sistemler olmuştur.
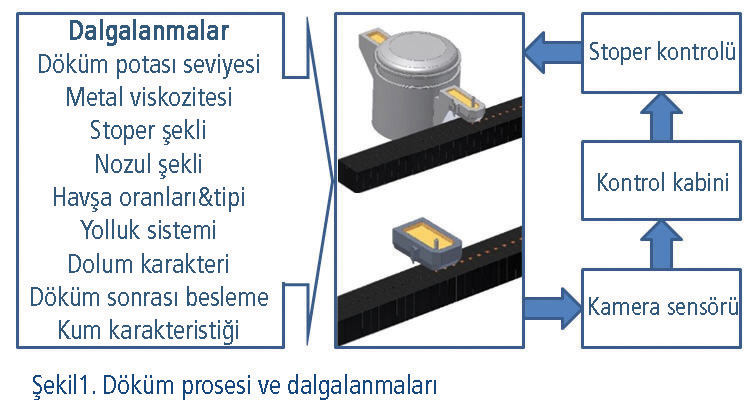
Piyasada bu tarz ekipmanlar için benzer çözümler sunan birden fazla tedarikçi bulunmaktadır. Özellikle elektrik aktüatörleri ve optik sensörler konusu iyi bilinen konulardandır. Bu sistemler arasında farkı belirleyen temel özellikler; makine zekası, otonomi ve metal döküm proseslerinde herhangi bir değişime karşı verilen tepki süreleridir. (şekil 1)
Bu makalede, bazen yanlış anlaşılan ve yanlış tanım olarak kullanılan “otomatik döküm” sistemi açıklanmaya çalışılacaktır. Bununla beraber bu makalede bazı dökümcülerin bu sisteme olan güvensizliğinin altında yatan sebepler de irdelenecektir. Daha sonra SERT Metal’in inovatif yaklaşımlarla çok iyi çalışan prediktif kontrol mekanizması ile gelişmiş döküm kontrol sistemleri sayesinde hayata geçen kazanımlar ve tasarruflar incelenecektir. Bu örnekler, sistemin yaklaşımı ile kazanılan değerin arasındaki ilişkileri orataya koyacaktır.
Otomatik Döküm: Açıklama
Otomatik sistemler görevini bağımsız olarak yerine getiren ve uzun sure aynı görevi yapan sistemlerdir. Operatör desteği sadece ilk parametrelerin sisteme girilmesi şeklinde olur. Sistem, operatör tarafından sisteme girilen değerlere göre döküm operasyonunu gerçekleştirir. Proses gereksinimleri, proses uzmanı tarafından belirlenmelidir. Benzer bir örnek olarak, hava pilotu tarafından otomatik pilota yüklenen destinasyon değerleri sayesinde, otomatik pilot programı uçağı istenilen destinasyon değerlerine götürmektedir. Benzer durum, dökümhane ile otomatik döküm sistemi arasında yaşanmaktadır.
Sensörsüz Otomatize Edilmiş Döküm
Otomatik döküm çözümlerindeki makinelerin karmaşıklığı nedeni ile döküm makine üreticileri otomatik sistem diye adlandırdıkları ancak gerçekte ‘Teach In” yani öğretilmiş sistem denilen ve her seferinde devamlı stoperi herhangi bir kontrol olmadan açıp kapayan sistemlerdir. Bu sistemin ismi literatürde yarı otomatik sistem olarak adlandırılmaktadır.
Bu sistemde en önemli kısıtlama ise operatör yeteneğine bağımlılıktır. Bu sistem ile döküm kalitesi operatörün yeteneğine ve girilen değerlerin doğruluğuna bağımlıdır. “Teach In” sistemi geçici olarak operatörden bağımsız olabilir, bu ise yüksek kalitede stoper aktüatörü ve stabil bir proses ile sağlanabilir ancak yine de operatör yönetimine ihtiyaç duyulan zamanlar ve değişiklikler olabilmektedir. Bu değişiklikler, stoper-nozul valfinin tıkanması, metalostattik yükseklikteki
dalgalanmalar ve metal sıcaklığındaki değişiklikler gibi sebepler ile operatörün tekrar kontrol kabinine geri dönmesi gerekmektedir.
Sensörlü Yarı Otomatik Döküm ve Temel Kontrol
Otomatik döküm sistemlerinin kontrolü sensor tarafından sağlanmaktadır. Çoğu sistemde ise, ayarlamalar, dökümün kalite kontrolü için gerekli olup çoğu zaman karmaşık ve çok zaman alabilmektedir, bununla beraber sistem ‘Teach In” e döndürülüp kontrol daha sonra sensör tarafından gerçekleştirilebilir.
Bu iki durumda da, insan faktörü bulunmakta ve sistem tam otomatik olarak adlandırılmamaktadır. Yukarıda anlatılan terimler ve karmaşıklığı sayesinde dökümcülerin kafasında hala otomatik döküm sistemi hakkında şüpheler ve kafa karışıklığı bulunmaktadır.
Prediktif Kontrollü ve Sensörlü Tam Otomatik Döküm
SERT Metal 30 yıldır demir-çelik dökümhaneleri ve çelikhaneler için sıvı metal kontrolü ve kalite ölçümü için ürünler sunmaktadır. Çözümlerimiz arasında bulunan dökümhaneler için, operatörün dikkatine ve tecrübesine bağlı kalmadan proses değişimleri için kompleks algoritma hesapları ve otonom bir yapı ile bezenmiş otomatik döküm sistemleri bulunmaktadır. Operatör gereksinimleri özellikle dökümden sonra havşa içinde bulunan metal seviyesine bağlı ve belirlenen döküm hedefleri göz önüne alınarak limitlidir. Sistem kendiliğinden adapte olan ve standart kalite gereksinimleri, hızlı açılma ve kapanma durumlarındaki davranışlar, stabil döküm zamanı ve ek malzemelerin optimal oranda eklenmesi gibi etkenlere de kolaylıkla ayarlanabilmektedir.
1996’da ilan edilmesinden sonra, SERT Metal’in UCERAM otomatik kalıba döküm sistemi Avrupa, Asya ve ABD’de yaklaşık 40 dökümhaneye sunulmuştur. UCERAM ünitesi aşağıdaki komponentleri içermektedir;
• Stoper hareketi için elektrik aktüatörü,
• Gelişmiş döküm kontrol kabini,
• birden fazla ölçüm mantığına dayanan ve bu sayede döküm alanından gerçek zamanlı bilgi alımını sağlayan (havşadaki metal, akış genişliği, nozuldan kaçırma gibi) optik sensör,
Bununla beraber, metal kontrolünü ve kaliteyi geliştirmek için bazı opsiyonlar da yardımcı olmaktadır;
• Döküm makinesinin otomatik pozisyonlaması,
• Kanalda bulunan metal seviyesinin ölçümü ve kontrolü
• Sürekli sıcaklık kontrolü,
• Sürekli aşılama,
• Sürekli aşılama kontrolü,
• Döküm noktasındaki metal sıcaklığının ayarlanması.
Prediktif Kontrol Yaklaşımı
UCERAM sistemi birkaç yıl evvel, özellikle kalıptan kalıba geçerken kendi kendine öğrenme yöntemini baz alarak görevini yerine getirmektedir. Buradaki prensip temel olarak, havşadaki metal yüksekliğindeki değişimlere reaksiyon gösterip, metal yüksekliğine göre stoper aktüatörünün ayarlanmasıdır. Kalıpta yüksek döküm zamanlarında stoper metal yüksekliğine göre uygun pozisyona hareket eder. Bu yüzden, sistem sürekli hareketli akışlardaki değişimlere göre dizayn edilmiştir. Bununla beraber, stoper hareketi ile havşadaki metal arasındaki sapma örnek olarak 1 saniyeye çıkarsa, bu olay kontrolün kaybolmasına ve havşadaki metalin dışarı taşmasına neden olacaktır.
Bu sistem bu tarz değişimleri önceden belirleyerek, dökümhanenin sıkıntılarını önceden çözebilmektedir. Örnek olarak; büyük besleyici boynu kullanılan sfero dökümlerde bu tarz bir sistem çok yararlı sonuçlara imza atmaktadır. Sonuç olarak SERT Metal 2007 yılında “Automation Research Centre” ile gelişmiş ve önemli çalışmalara başlamıştır. İlk amaç operatör tarafından döküm makinesine girilen değerlerin sayısındaki azalmadır. Bu çalışma kontrol kabinin dizaynı ve gelişimi ile beraber, sistemin ideal döküm şartlarını belirlemesi ve kalıptan kalıba bütün değerlerin kaydedilerek otomatik olarak değerlerin değişimlerinin engellenmesidir.
İdeal döküm programı UCERAM sistemi tarafından öncelikle birkaç kalıpta klasik kontrol ünitesinin kontrolü ile döküm programını kaydeder ve daha sonra sistem bu programı otomatik olarak hafızasına alır. Daha sonra bu program UCERAM tarafından kullanılarak kalıplara döküm esnasında gerçek zamanlı düzeltmeler yaparak ideal döküm şartlarını yakalar ve havşa içindeki olması gereken metal yüksekliğini belirler. Bu sistem prediktif kontrol sistemi olarak adlandırılır ve havşa içindeki herhangi dalgalanmalara karşın metal yüksekliğini optimize eder.
Modern UCERAM sistemi prediftif kontrol mekanizması ile ideal şartlarda kalıp metal dolumu sağlamaktadır. Prediktif yaklaşım, ideal metal döküm şartlarını belirleyerek metal sıcaklığı, stoper-nozul çiftindeki aşınma, kum nemliliğindeki değişim gibi parametrelerden kaynaklanan döküm prosesindeki değişimleri kompanse eder. UCERAM sistemi gerçek şartlarda operatöre çok az bağımlıkla gerçek döküm şartları sunmaktadır.
Örnek Çalışma
Waupaca 4 nolu dökümhane tesisi Marinette Wisconsin Amerika’da bulunmaktadır. ThyssenKrupp Waupaca gruba bağlı olan dökümhane otomotiv parçaları üretmekte ve ABD’de 6 tane dökümhanesi bulunmaktadır.
Waupaca Tesis 4, 6 adet dikey hatta sahip ve her hattında otomatik döküm ocağı bulunmaktadır. Tesis sfero dökümden güvenlik parçaları üretmektedir. 6 hattın her birinde UCERAM sistemi bulunmaktadır. ( toplam 5 dökümhanede 20 UCERAM sistemi bulunmaktadır.) 2011 başlarında, Waupaca Tesis 4 UCERAM sistemininin özelliklerini iyileştirme çalışmalarına gitmiştir. Son jenerasyon ile, altı döküm hattında da prediktif kontrol mekanizması kullanılarak iyileştirmeler gerçekleşmiştir.
Birkaç ay sonra, üretim sonuçları ciddi oranda iyileşmiştir;
• Operatör bağımlılığı ciddi oranda azalmış ve işlem basitleşmiştir. Bu sayede aynı operatör maçahane, ocak ya da diğer işlemlerde de sorumlu hale gelebilmiştir.
• Döküm zamanı azaltılmış ve stabilize hale gelmiştir, şekil 2 de görüldüğü üzere bitiş seviyesi neredeyse başlangıç noktasına gelmiştir. Döküm zamanındaki standart sapma (kırmızı renk) 0.8sn den 0.3 sn’ye gerilemiştir ve havşadaki metal seviyesindeki sapma (mavi renk) 15 mm den (37%) 5 mm’ ye (14%) gerilemiştir.
• Olası problemlere karşı yeni sistem güçlendirilmiştir. 100% oranında problemler sadece astar ya da stoper-nozul aşınması ile ilgili problemler olmuştur.
• Sistem güvenilirliği en üst seviyeye ulaşmıştır, sistem iyileştirildiğinden beri, döküm makinesi bakımından kaynaklı duraksama hiç yaşanmamıştır.

Tim ALLEN, TK Waupaca Plant 4 Fabrika Müdürü, ifadesi;
“Sistemde iyileştirmeden sonra, döküm kalitesi ve prodüktivite artmış ve sistem stabil halde çalışmaktadır. Dökümhane olarak, sistemin iyileştirmeden sonra olumlu etkileri olduğunu gözlemliyoruz. Bu proje sayesinde beklentilerimiz yeterince karşılanmıştır”.
Sonuç
Bu örnek ile otomatik döküm sistemlerindeki prediktif yaklaşımın önemli oranda avantajlar getirdiği saptanmıştır. İnovatif tekniğin gelişimi ile beraber ilk denemeden itibaren, on farklı kurulum gerçekleşmiş ve yatırım çok kısa sürede kara dönüşmüştür. (genelde 6 aydan az) Prediktif kontrol mekanizması döküm zamanına bağlı olarak kalıp hızına veya döküm esnasındaki çeşitli değişimlere karşı verilen tepkilere adapte olunmasıyla ilişkilidir.
Bu sistem uygulandığında, üretilen parçaların kalitesinin arttığı, dökülen metal oranında azalma ile beraber döküm zamanında azalma saptanmıştır. Bu yeni yaklaşım ile döküm kontrolünde bir adım daha ilerlenmiştir. Otonomi sayesinde gerçek anlamda otomatik döküm sistemi tanımı gerçek ifadesini bulmuştur.
Bu makale Cast Metal & Diecasting dergisinde yayınlanmıştır. Times, Ekim/Kasım 2011