The Differences And The Effects Of Stress/Strain Rate In Tensile Test Standards
Dr. Bülent AYDEMİRa, aTÜBİTAK UME, KOCAELİ, TURKEY, e-mail: bulent.aydemir@tubitak.gov.tr
ÖZET
Günümüzde metalik malzemeler için çekme deneyi güncel standardı olarak ISO 6892-1 ve ASTM E8 standardı kullanılmaktadır. Çalışmada, bu standartların gerilme/gerinme hızı yönünde tanımlamalarının ve farklılıklarının özetlenmesi amaçlanmıştır. Bu sayede, konu ile ilgili kişilere detaylı ve doğru bir bilgi iletilmesi hedeflenmiştir. Sonuç olarak, gerilme/gerinme hızının deneydeki etkileri verilmiştir.
Anahtar kelimeler: Çekme Deneyi, Metal malzemeler, ISO 6892-1, ASTM E8
ABSTRACT
Today, as the current standard tensile test for metallic materials ISO 6892-1 and ASTM E8 standards are used. In this study, we aimed to summarize the direction of stress/strain rate definitions and differences in these standards. In this way, it is aimed to be transmitted detailed and accurate information for related person. Consequently, the effects of the stress/strain rate are given in the test.
Keywords: Tensile test, Metallic materials, ISO 6892-1, ASTM E8
1- Giriş
Malzeme çekme deneyi, çok farklı sektörlerde yaygın olarak kullanılan malzemelerin özelliklerinin belirlenmesi yöntemidir. Malzemelerin mekanik özellikleri olarak bilinen akma, çekme ve kopma mukavemeti; akma, çekme, kopma uzama değerleri, elastiklik modülü vb. birçok parametre çekme deneyi sonucunda elde edilir. Tüm bu sonuçlar ulusal ve uluslararası standartlarla tanımlanmış bir yapıdadır.
Gelişen teknoloji ile birlikte, çekme deneyi uygulama sı ve sonuçların hesaplanma farklılıkları standartlardaki değişiklikleri getirmektedir. Metalik malzemelerde çekme deneyi standartlarını incelediğinizde karşınıza yaygın kullanılan iki adet standart çıkar. Bunlar ISO 6892-1 (2009) ve ASTM E8/8M (2015) standartlarıdır. Ülkemizde de ISO standardın Türkçesi TSE tarafından TS EN ISO 6892-1 (2011) olarak yayınlanmıştır. Bu çalışma ile ISO 6892-1 (2009) ve ASTM E8/8M (2015) standartların gerilme/gerinme hızı yönünde tanımlamaları ve farklılıkları karşılaştırılacaktır. Ayrıca farklılıkların etkisinin özetlenmesi amaçlanmıştır. Ülkemizde pek çok alanda kullanılmakta olan bu standartların farklılıklarının vurgulanması ile ilgili kişilere detaylı ve doğru bir bilgi iletilmesi hedeflenmiştir.
2. Çekme Deneyi Hızı
Çekme deneyinde numuneye uygulanan hız tanımlamaları standartlarda 3 farklı şekilde ifade edilmiştir. Bunlar: Bir ektansometre ile ölçülen, birim zamandaki ektansometre ölçü uzunluğu L’deki gerinme artış miktarı gerinme hızı olarak; hareketli çenelerin birim zamandaki yer değiştirme miktarı hareketli çenelerin ayrılma hızı (hareketli tabla hızı) olarak; birim zamandaki gerilme artışı ise gerilme hızı olarak tanımlanmıştır. Tanımlanan hızların alması gereken değerleri ve kullanım yerleri de standartlarda ayrı metotlar olarak ifade edilmiş ve bunların detayları aşağıda verilmiştir.
2.1. Standartlarda tanımlanan metodlar
ISO 6892-1 standardında genel olarak deney hızı, oran olarak ifade edilmiş ve 2 metod tanımlanmıştır. Metod A gerinme (uzama) oranı (strain rate) ve metod B gerilme oranı (stress rate) olarak ifade edilir. Metod A için iki farklı tipte gerinme hızı kontrolü tanımlanmıştır. Birincisi bir ektansometreden elde edilen verilerin geri beslenmesine dayanan, gerinme hızının kendisinin kontrolüdür. İkincisi, istenen gerinme hızının gövde uzunluğuyla çarpımına eşit bir hareketli tabla hızının kontrolüyle ulaşılan, gövde uzunluğu boyunca tahmin edilen gerinme hızı kontrolüdür.
ISO 6892-1 standardında metod A gerinme hızının kullanımı amacı için yapılan açıklama şu şekildedir: “metod A gerinme hızına duyarlı parametrelerin tayin edileceği anda deney hızındaki değişiklik ve deney sonuçlarıyla ilgili ölçme belirsizliğinin en aza indirilmesi amaçlanmıştır.” Ayrıca deformasyon sertleşmesi esnasında gerilme-gerinme eğrisinin biçimini gerinme hızı da etkilendiği ve deney hızı dokümante edilmesi istenmiştir.
ASTM E8/E8M standardında öncelikle metrik ve İngiliz ölçü sistemi için iki farklı standart tek bir standart da birleştirilmiştir. Deney hızları konusunda metod A gerilme oranı, metod B gerinme oranı ve metod C hareketli tabla hızı kontrollü olarak açıklanmış ve hız oranı için toleranslar verilmiştir. Standartlara göre hız tanımlamaları şekil 1 de şematik olarak ifade edilmiştir.
Bazı metallerin mekanik özellikleri gerinme oranlarıyla ilişkilidir. Gerinme oranı duyarlı malzemeler için ve akma dayanımı sonuçlarının tekrarlanabilirliği ve tekrar üretilmesinde akmanın belirlenmesindeki gerinme oranlarının benzerlik taşıması önemlidir.
ASTM E8/E8M standardına göre gerinme kontrolünde deney sonuçlarından akma mukavemetinin tekrarlanabilirliği farklı laboratuar ve farklı makinalarda iyidir. Bazı malzemelerin akma dayanımı ASTM E8/E8M tarafından müsaade edilen gerinme deney hızının en hızlı veya en yavaş olduğu sırada yaklaşık yüzde 10 değişebilir.
Şekil 1. Şematik olarak standartlar göre hız tanımlamaları
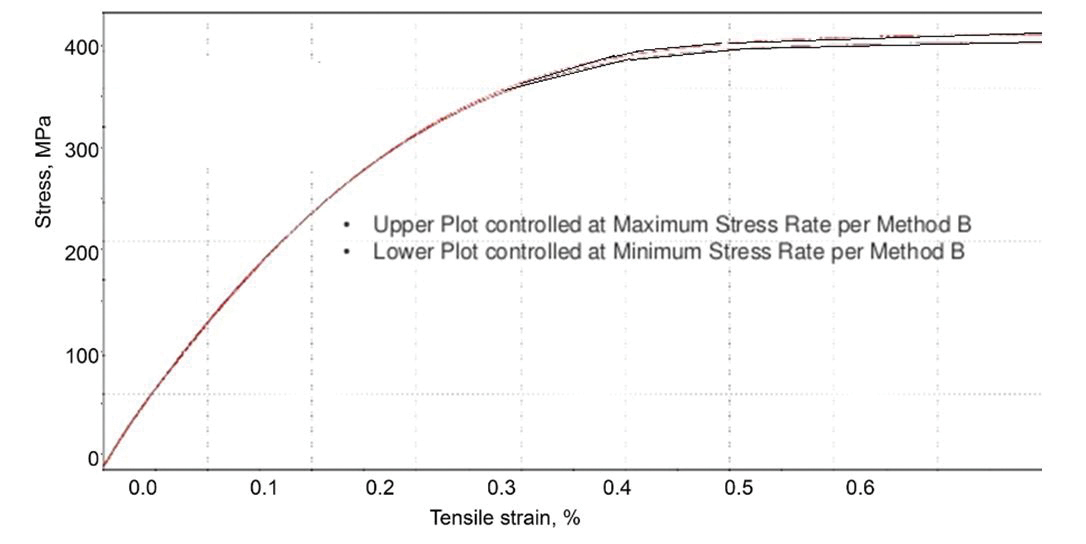
Şekil 2. ISO 6892-1 metod B göre maksimum ve minimum gerilme hızının çekme gerilmesi uzama grafiğine etkisi
2.2. Standartlarda tanımlanan metotlarındaki hız toleransları
ISO 6892-1 Metod A da verilen gerilme oranları aşağıdaki şekildedir.
Aralık 1: e = 0,000 07 s-1 , ± % 20’lik göreceli toleransla
Aralık 2: e = 0,000 25 s-1 , ± % 20’lik göreceli toleransla (tavsiye edilen)
Aralık 3: e = 0,002 s-1 , ± % 20’lik göreceli toleransla
Aralık 4: e = 0,006 7 s-1 , ± % 20’lik göreceli toleransla (tavsiye edilen)
Şekil 3. ISO 6892-1 metod A göre tavsiye edilen hız aralıkları
Aralıkların seçiminde aranan malzeme özelliğine göre karar verilir. İki farklı tipte gerinme hızı kontrolü tanımlanmıştır. Birincisi ekstansometreden elde edilen verilerin geri beslenmesine dayanan gerinme hızı kontrolüdür. Bu yöntemin şematik resmi şekil 3 de gösterilmiştir. İkincisi, istenen gerinme hızının gövde uzunluğuyla çarpımına eşit bir hareketli tabla hızının kontrolüyle ulaşılan, gövde uzunluğu boyunca tahmin edilen gerinme hızı kontrolüdür. Buradan da anlaşılacağı üzere numuneden uzama ölçümü alan ekstansometre verisine göre makine gerinme hızını tanımlanan şekilde ayarlayarak tahmini gerinme hızı belirlenir. Belirli bir hızda bulunan ve istenen gerinme oranına eşit olan hareketli tabla hızı ile paralel uzunluğu çarpımının kontrolüyle çözüme ulaşılır. Bu yüzden, 80 mm paralel uzunluğundaki bir numune için, gerekli olan hareketli tabla ayırma oranı şöyle olmalıdır:
İkinci tip gerinme hızı kontrolünde, daha basit bir kontrol metodu olması ve çoğu deney makinesinde kullanılabilir olması artısı, deney süreleri uzaması, makinenin uygunluğu ve rijitliği için ilave hesap gerekmesi ve de makine ayarlanmadıysa makineden makineye farklı sonuçlar çıkabilmesi eksileri olarak belirtilebilir.
Şekil 4. Ekstansometre geri beslemesi kullanımı ile gerinme hızı kontrolü şematik resmi
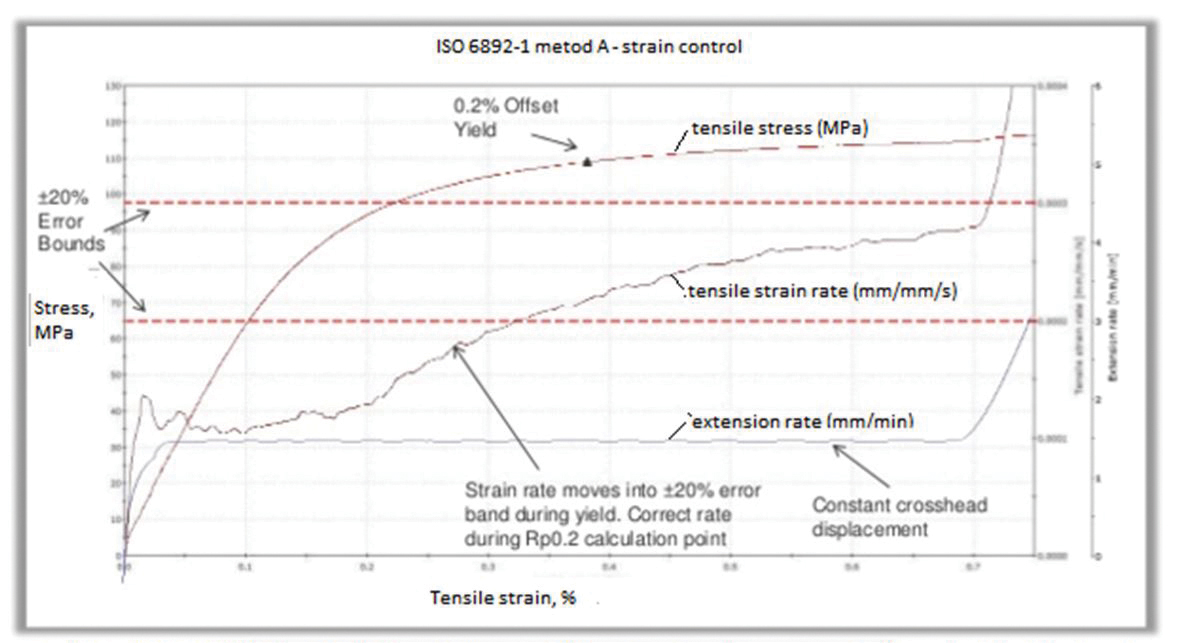
ISO 6892-1 Metod B ye göre gerilme kontrolü doğru kuvvet ölçümü ve numune boyutu gerektirir. İki farklı aralık için tanımlanmıştır. Tablo 1 de görüldüğü gibi alüminyum numuneler için 2 ila 20 MPa/Saniye; çelik numuneler için ise 6 ila 60 MPa/Saniyedir. Bu gerilme hızı çok büyük bir aralıktır.
Tablo 1. ISO 6892-1 Metod B ye göre gerilme hızı seçim tablosu
ASTM E8/E8M standardına göre hız kontrol metodları aşağıda tanımlanmıştır:
Metod A – gerilme oranı 1,15 - 11,5 MPa/Saniye (10 – 100 ksi/dak)
Metod B - gerinme oranı 0,015 ± 0,006 mm/mm/dak (in./in./dak)
Metod C - hareketli tabla hızının inceltilmiş kesite oranı ile kontrol 0,015 ± 0,003 mm/mm/dak (in./in./dak)
3. Çekme Deneyi Hızı Değişiklikleri ve Etkileri
ISO 6892-1 ile ASTM E8/E8M standardları hız kontrol yöntemlerine göre karşılaştırıldığında; ISO 6892-1 metod B (6-60 MPa/Saniye), ASTM E8/E8M Metod A (1,15-11,5 MPa/Saniye) göre geniş bir hız aralığına müsaade etmektedir. ISO 6892-1 metod A ± % 20 tolerans ile ASTM E8/E8M Metod B ± % 40 toleransa göre daha sınırlayıcıdır. ASTM E8/E8M Metod C ise ISO 6892-1 metod A da verilen ‘tahmin edilen orana’ benzerdir.
Genel olarak, ISO 6892-1 için ASTM E8/E8M standardına benzer tavsiyeler ve kontrol metotları mevcut olduğu ancak daha az sınırlayıcı gerinme oranı toleransı ve daha sınırlayıcı gerilme oranı toleransı var olduğu ifade edilebilir.
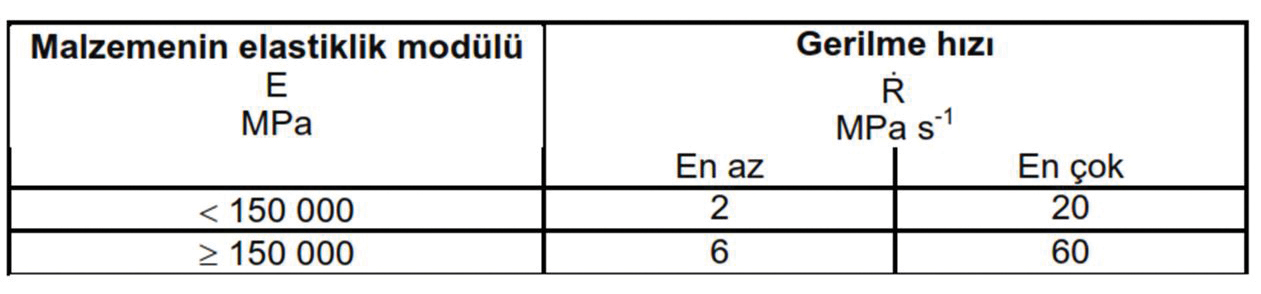
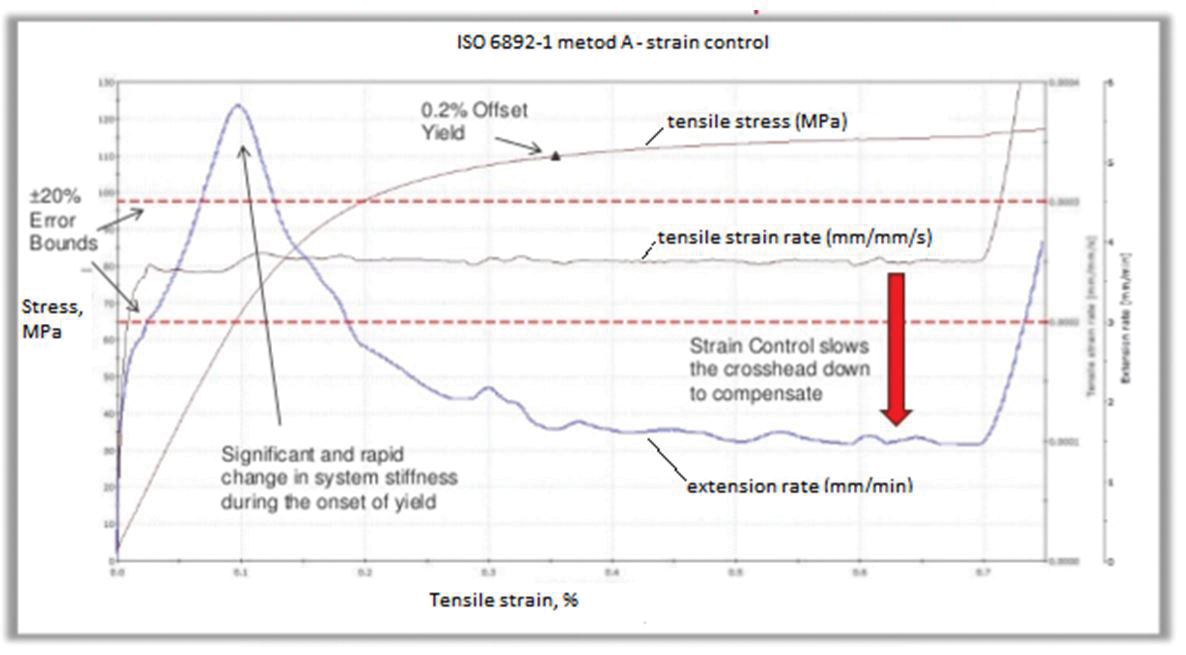
ISO 6892-1 göre metod A ve kapalı çevrim gerinme kontrolünde gerçekleştirilmiş deney grafiği şekil 5 te verilmiştir. Burada yatay eksen uzama (%), dikey eksen gerilme (MPa) değerini göstermektedir. Gerinme hızı (mm/mm/dak) grafiği ± %20 bant çizgileri arasında verilen kesikli çizgi ile gösterilmiştir. Hareketli tabla hız grafikte büyük ok ile işaretlenmiştir. Aynı numune için ISO 6892-1 göre metod A ve tahmin edilen orana göre gerinme (hareketli tabla hızı) kontrolünde gerçekleştirilmiş deney grafiği ise şekil 6 da verilmiştir. Burada gerinme hızı (mm/mm/dak) grafiğinin ± %20 bant çizgileri arasına şekil 5 göre daha fazla uzama sonrası girdiği görülmektedir.
Şekil 5 ve 6 da verilen grafiklerin gerilme (MPa) zaman (s) değişimleri ise şekil 7 de verilmiştir. Buradan görüldüğü gibi ISO 6892-1 göre metod A kapalı çevrim gerinme kontrolünde gerçekleştirilen deney ile ISO 6892-1 göre metod A tahmin edilen orana göre gerinme (hareketli tabla hızı) kontrolünde gerçekleştirilen deney arasında % 40 lık bir zaman tasarrufu vardır. Alüminyum numune üzerinde yapılan çalışma ise şekil 8 de verilmiştir. Buradaki zaman tasarrufu %35 olarak tespit edilmiştir.
Şekil 5. ISO 6892-1 metod A ve kapalı çevrim gerinme kontrolünde gerçekleştirilmiş deney grafiği
Şekil 6. ISO 6892-1 metod A ve tahmin edilen orana göre gerinme (hareketli tabla hızı) kontrolünde gerçekleştirilmiş deney grafiği
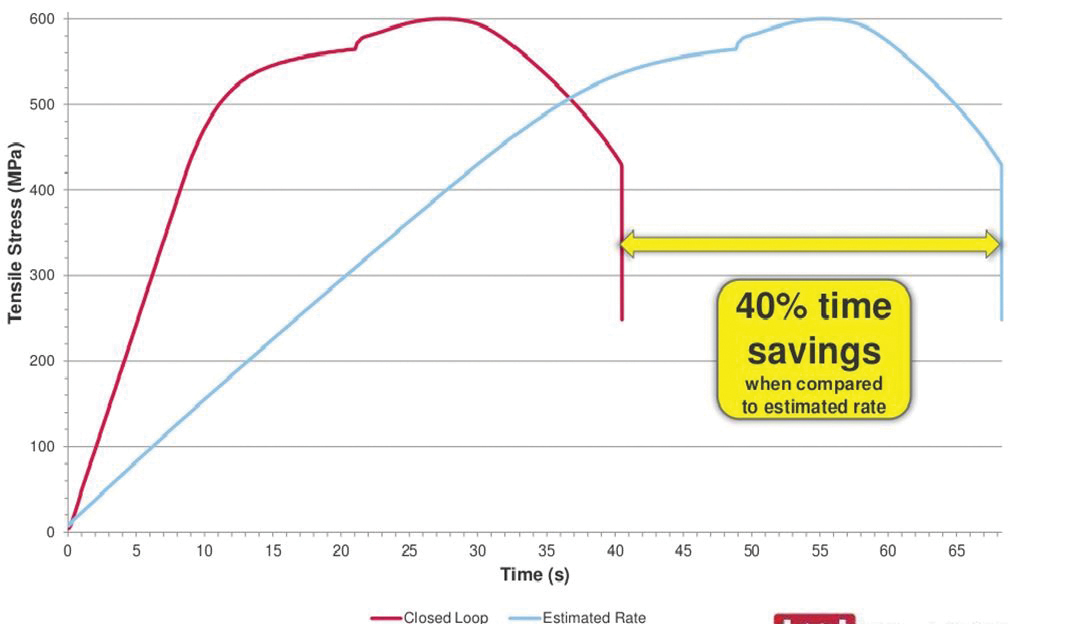
Şekil 7. ISO 6892-1 veya ASTM E8/E8M göre metod A kapalı çevrim gerinme kontrolünde ve tahmin edilen orana göre gerinme (hareketli tabla hızı) kontrolünde gerçekleştirilmiş deneylerin gerilme zaman grafikleri
Şekil 8. Alüminyum numune için farklı hızlarda yapılmış deneylerin, deney sürelerinin karşılaştırması
4. Sonuç
Malzeme test makinalarında doğru ve standartlara uygun bir deney gerçekleştirebilmek için pek çok parametreye dikkat edilmesi gerekmektedir. Öncelikle deney cihazı uygun kuvvet dönüştürücüye, ekstansometre cihazına ve yazılıma sahip olmalıdır. Daha sonra tanımlanan standartlara uygun olarak deney gerçekleştirilerek ölçüm sonuçları raporlanmalıdır.
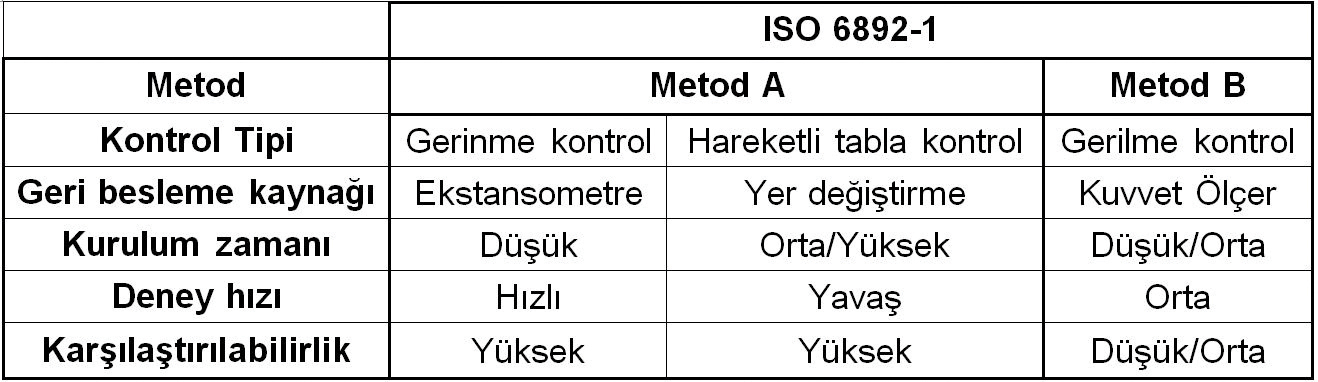
Çekme deney standartlarında tanımlanan metotlar, daha doğru ve tekrarlanabilir sonuçlar elde etmek için belirgin akma gösteren ve göstermeyen malzemeler için farklı ifade edilmiştir. Ayrıca uzama (gerinme) ölçümünü ya da kuvvet (gerilme) ölçümünü esas alan tanımlamalarda yapılmıştır. ISO 6892-1 standardında tanımlanan deney hızı metotlarının özet tablosu Tablo 2 de verilmiştir. Burada kontrol tipleri ve kontrol için geri besleme kaynakları farklı metodlar için verilmiştir. Deneye başlamadan harcanan zaman kurulum zamanı, deney sonuçlarının tekrarlanabilirlik değerleri ise karşılaştırabilirlik olarak verilmiştir.
Tablo 2. ISO 6892-1 standardında tanımlanan deney hızımetodlarının özet tablosu
Çalışmada ifade edildiği gibi, farklı deney hızlarının deney zamanına önemli bir etken olduğu görülmektedir. Amaç, doğru ve tekrarlanabilir sonuçlar elde edilebilecek en kısa sürede deneyi gerçekleştirmek olunca, gerinme kontrolü metodunun bunu sağladığı görüşmüştür. Tablo 2 de incelendiğinde karşılaştırabilirliği ve deney hızı yüksek metod olarak gerinme kontrollü metod A bulunabilir.
Teşekkür
Bu çalışma Instron firmasının eğitimin dokümanı esas alınarak hazırlanmış olup kaynakçada bilgileri verilmiştir. Bu sebepten Instron firması yetkililerine ve emeği geçen herkese teşekkürlerimi sunarım.
Kaynaklar
[1] Updates to metals standards 2015,www.instron.com
[2] ISO 6892-1, (2009), Metallic materials -- Tensile testing -- Part 1: Method of test at room temperature
[3] TS EN ISO 6892-1, (2011), Metalik malzemeler - Çekme deneyi - Bölüm 1: Oda sıcaklığında deney metodu
[4] ASTM E8 / E8M - 15a, 2015, Standard Test Methods for Tension Testing of Metallic Materials
[5] www.tse.org.tr
[6] www.iso.org
[7] www.astm.org
[8] Aydemir, B., Malzeme Deneylerinde (Çekme deneyi) Ölçüm Belirsizliğinin Hesaplanması Eğitim Dokümanı - G2KV-110, 2015, G2KV-110, Nisan 2015, TÜBİTAK UME
[9] Aydemir, B., Metalik Malzemelerin Çekme Deney Standardı EN ISO 6892-1’in Getirdiği Değişiklikler, 2013, Makine Teknolojileri Elektronik Dergisi Cilt: 10, No: 3, 2013 (61-70)
[10] Aydemir, B., Taşcan, H., Camyurdu, C., Çekme deneyinde farklı uzama ölçme yöntemlerinin etkilerinin incelenmesi, 2015, Metal Dünyası, Sayı 266, S.44-50, İstanbul, http://www.metaldunyasi.com.tr