Günümüz iş dünyasında tezgah imalathaneleri sürekli olarak karlarını maksimuma çıkarmanın yollarını arıyor. Takımların nasıl kullanıldığı, genel üretim masrafları ve çıktılar üzerinde çok büyük etkiye sahiptir. Doğru takımların ve kesme stratejilerinin kullanılması üreticilere tezgahlarını en verimli biçimde çalıştırma ve böylece parça maliyetini ve üretim süresini düşürme olanağı sağlar. Sandvik Coromant verimliliği ve karlılığı en üst düzeye çıkarmaya yardımcı olmak üzere tasarlanmış beş temel frezeleme konusunu inceledi: giriş açısı, hatve, kesici konumu, kesici kavraması ve dönerek kesime girme tekniği.
Frezeleme işlemlerinde verimliliğin sağlanması için göz önünde tutulması gereken pek çok faktör vardır; bunlar arasında doğru freze takımının doğru çap ve uygun diş sayısıyla kullanılması sayılabilir. Diğer faktörler doğru eksenel ve radyal kesme derinliğinde doğru hız ve ilerleme kullanımını içerir. Ancak bu sayılanların dışında kalan ve takımların en etkili biçimde kullanılmasını sağlayan, çoğu da pek dikkat çekmeyen önemli etkenler bulunur. Örneğin giriş açısı ve hatve, kesici performansı üzerinde tıpkı takım konumu ve kavraması ve iş parçasına yaklaşma tarzı gibi çok etkili olabilir.
Giriş açısı
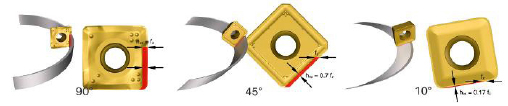
Farklı giriş açılarının etkisine örnek olarak, kullanımı pratik olduğundan 90° kesiciyi kolayca yüzey frezesi olarak kullanabilirsiniz; ancak bu takım 45° kesici kadar verimli veya tasarruflu olmayacaktır. Bir parçada yüzey frezesi yaparken 45° yerine 90° kesici kullanılması verimliliğin %30 oranında düşmesine neden olur; ve verimlilik, karlılığı doğrudan etkiler.
Sonuç olarak boşluk ve giriş açıları, talaş kaldırma oranını ve takım ömrünü etkiler. Dahası, giriş açısı küçülürken talaş kalınlığı da küçülür; bunun sonucunda telafi olarak ilerleme hızını yükseltme fırsatı mevcuttur. Günümüzde giderek artan sayıda tezgah imalathanesi verimliliği artırmak için küçük kesme derinliklerinden ve yüksek ilerleme hızlarından yararlanıyor; bunun için genellikle 10° gibi çok küçük giriş açısına sahip kesiciler veya talaş inceltme etkisi sağlayabilecek yuvarlak kesici uç konsepti kullanılıyor. Talaşın 45° yüzey frezesi kesicisinin sağladığına oranla yaklaşık altı kat daha ince olması, ilerlemenin artırılmasına olanak vermektedir. Bu stratejide kesme derinliği eksiktir; ancak bu durum ilerleme hızı sayesinde fazlasıyla telafi edilir.
10° giriş açısına sahip yüksek ilerlemeli kesicilerin sağladığı ince talaş oluşumu sayesinde son derece yüksek tabla ilerlemesi kullanmak mümkün olur. Ek olarak, yüksek eksenel kesme kuvvetleri fener milini stabil hale getirmeye ve titreşim yatkınlığını sınırlamaya yardımcı olduğundan bu kesiciler uzun takım bağlamalarında ve/veya stabil olmayan kurulumlarda da kullanıma uygundur.
45° kesiciler dengeli radyal ve eksenel kesme kuvvetleri ve kesime düzgün giriş özellikleriyle yüzey frezelemede genel olarak ilk tercihtir. Düşük titreşim yatkınlığına sahip bu kesiciler gri döküm demir gibi kısa talaş oluşturan malzemeler için uygundur. Bu tür malzemelerle çalışırken kesimin sonunda malzeme miktarı giderek azaldığı sırada yüksek radyal kuvvet etkisi olursa malzeme kolayca kırılabilir.
90° kesicilerin ana uygulama alanı 90º kenar frezelemedir. Burada çoğunluğu ilerleme yönünde olmak üzere radyal kuvvetler oluşur; bu durum titreşim sorunu olabilecek parçaları frezelerken kolaylık sağlar. Dahası, yüzey yüksek bir eksenel basınçla karşı karşıya kalmayacağından zayıf yapıların veya ince duvarların frezelenmesinde avantaj sağlanır. Dikkat edilmesi gereken bir konu da, 90° kesicilerde talaş inceltme etkisinin olmadığıdır. Programlanan diş başına ilerleme hızı gerçek talaş kalınlığına eşittir.
Peki yuvarlak kesici uçlardaki durum nedir? Bu uçlar ağır kaba işleme ve genel amaçlı frezeleme için idealdir.
Yuvarlak kesici uçlar özellikle titanyum ve HRSA malzemeleri işlemede iyi bir tercihtir; ancak yüksek kaliteli yüzey ince işleme için en iyi çözüm değildir. Bunun nedeni giriş açısının 0 ile 90° arasında değişmesi ve böylece kesme kuvveti doğrultusunu ve sonuçta basıncı kenar yarıçapı boyunca değiştirmesidir. Yuvarlak kesici uçların benzersiz özelliği talaş kalınlığının kesme derinliğine bağlı olarak değişmesidir; derinlik azaldıkça talaş da incelir. Dolayısıyla, küçük kesme derinliklerinde doğru talaş kalınlığı ve daha yüksek verim sağlamak üzere ilerleme hızı artırılmalıdır.
Hatve
Kesme kenarlarının sayısı yükseltilerek tabla ilerlemesi artırılabilir ve bu sırada kesme hızı ve diş başına ilerleme aynı tutulabilir (kesici kenarda fazladan ısı oluşturmadan). Bununla birlikte yerleştirme daha sık olduğunda talaş tahliyesi alanı azalır. Ayrıca kesici üzerindeki uç sayısını artırmanın bir olumsuz yönü de, kurulum yeterince rijit değilse bu işlemin titreşim yatkınlığını olumsuz yönde etkilemesidir. Uygulamayı optimize etmek için kullanılabilecek çeşitli kesici hatveleri mevcuttur. Doğru hatve seçimi verimliliği, stabiliteyi ve güç tüketimini etkileyeceğinden bu önemli bir konudur.
Genel olarak üç hatve sunulur: kaba, sık ve ekstra sık. Seyrek ağızlı frezelerde kesici uç sayısı düşüktür. Düşük kesme kuvvetleri sayesinde kararsız işlemlerde ilk tercihtir. Seyrek ağızlı freze uygulaması hem tam kanal açma işlemleri hem de uzun talaş oluşturan ISO N malzemeleri için avantaj sağlar.
Sık ağızlı kesicilerde orta sayıda uç bulunur ve bu uçlar eşit veya diferansiyel aralıklı yerleştirilebilir. Bu kesiciler stabil koşullarda kaba talaş işleme için ilk tercihtir. Diğer özellikler arasında iyi verim ve tüm malzeme gruplarında kaba talaş işleme için talaş boşluğu bulunur.
Diferansiyel kesiciler ister seyrek ister sık ağızlı olsun, genel olarak harmonik titreşimleri ortadan kaldırarak stabiliteyi artırma imkanı sunar.
Ekstra sık ağızlı frezelerdeki uçlar yüksek sayıda ve eşit dağıtılmıştır. Ekstra sık ağızlı frezeler düşük radyal kesme derinliğine sahip uygulamalar ve kısa talaş oluşturan ISO K malzemeler için ilk tercihtir (kaba ve ince talaş işleme); ayrıca yuvarlak kesici uçlarla birlikte eşit talaş yükü sağladığı için ISO S malzemelerde kaba talaş işleme için de ilk tercihtir.
Kesici konumu
Tezgah imalathanelerinde bir iş parçasına nasıl girildiği çok önemlidir. Burada dikkate alınacak ilk şey talaşların nasıl şekillendiğidir; çünkü bu konu takım ömrünü ciddi olarak etkileyebilir. Temel kural, kalın talaştan ince talaşa şeklindedir (kesimden çıkışta en düşük talaş kalınlığı). Böylece zaman ve para tasarrufu sağlanır ve stabil bir uygulama yapılabilir. Aksi durumda, çıkışta kalın talaş oluşması kenar bozulmasına ve yetersiz takım ömrüne yol açabilir. En önemlisi, talaşın şeklini kesicinin konumu belirler.
Örneğin bir tam oluk frezesi yaparken iş parçasının merkezine doğru hareket etmek inceden inceye doğru giden bir talaş oluşturur. Çıkıştaki talaş ince dahi olsa bu yöntem sorun oluşturur; çünkü ısının takım veya iş parçası dışında gidebileceği bir yer yoktur. O noktada talaş oluşmadığından ısı talaşa da gidemez. Girişte kesici malzemeyi kesmek yerine ovalamaktadır; bu durum ısıya ve titreşime neden olur.
Bunu iyileştirmek için kesiciyi, kesici çapının %70’inin devrede olacağı biçimde konumlandırmak yeterlidir. Sonuç olarak girişte %90 talaş kalınlığı sağlanır ve bu durum uç üzerinde daha düşük gerilim, anında kesme işlemi, eş yönlü veya aşağı yönlü frezeleme ve kalından inceye talaş oluşumu sağlar. Talaşın bu biçimde oluşması ısıyı dağıtarak kesici uçtaki gerilimi azaltır.
Kesiciyi yanlış doğrultuda hareket ettirmemeye dikkat edin. Böyle bir durumda kesici çapının %70’i kesimde olsa dahi talaş oluşumu inceden kalına doğru gerçekleşecek ve kesicinin iş parçasının ortasında aşağı doğru hareket etmesi durumuna benzer sorunlar ortaya çıkacaktır; yani yetersiz takım ömrü ve yüksek maliyet.
Kesici konumu, kavrama ve dönerek kesime girme teknikleri
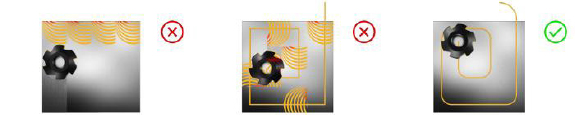
Bir parçayı frezelerken kesicinin sürekli olarak kesimde tutulması önerilir. Frezeleme ucunun sürekli olarak kesime girip çıkması takımın ömrünü kısaltır. Bu istenmeyen etkiyi ortadan kaldırmak için doğru kesici konumu ve kavrama büyük önem taşır. Ancak sürekli kesimde bulunmanın bir riski vardır: Sürekli kesimdeyken keskin yön değişimleri kesici uçlarda gerilim yaratır ve kesimden çıkarken kalın talaş oluşmasına yol açar. Bu nedenle köşelerin yuvarlatılması önerilir.
Pek çok operatör doğrudan kesime girilmesinin yetersiz bir yüzey işlemesi ve berbat bir gürültüye neden olduğu konusunda bilgi vermektedir.
Sorunu hafifletmenin basit yöntemi olarak ilerlemeyi geri çevirebilirsiniz; ancak bu durumda verimden ödün verilmiş olur. Bu sorunun basit program çözümü kesime saat yönünde dönerek girmektir. Bu yumuşak ve düzgün giriş stratejisini kullanarak gerçekten takım ömrünü iyileştirebilir ve aşınma modellerini optimize edebilirsiniz. Çıkıştaki talaşın ince olmasını sağlar ve titreşimi azaltır.
İş parçasına girerken dönerek kesime girme tekniğinin kullanılması önerilir ve kesici sürekli kesimdeyken köşelerde keskin yön değişimleri yerine yuvarlatılmış dönüşler tercih edilir. Bu teknikler kalından inceye talaş oluşumu sayesinde kesici uç üzerinde yüksek gerilim oluşmasını önlemeye yardımcı olur ve böylece hem takım ömrü uzar hem de parçada iyi bir yüzey ince işleme sağlanır.
Dönerek kesime girme tekniğinin uygulanması, doğru kesici konumlandırma ve sürekli kesimde kalma sayesinde güvenli ve verimli bir uygulama elde edebilirsiniz.