




Metalurji sanayimize değerli yayınları ile uzun yıllar hizmet vermiş Metal Dünyası dergimizin 300. sayısında, aşağıda özel çelikler üretiminde kullanılan ESR teknolojsini anlatarak katkı sağlamak istiyorum.
Son yıllarda artan savunma sanayi, havacılık ve uzay teknolojisi, otomotiv ve sağlık sektörü ihtiyaçları için kullanılan özel çeliklerin ülkemizde üretilebilmesine yönelik çalışmalar başlamıştır. Günümüze kadar bu çelikler sanayimiz ihtiyacı için ithal edilmektedir.
*Nikel Alaşımları (Süper Alaşımlar) Yüksek sıcaklık Uygulamaları,
* Takım çelikleri
Tüm endüstriyel uygulamalar, otomotiv, cam ve plastik üretiminde kullanılan çelikler
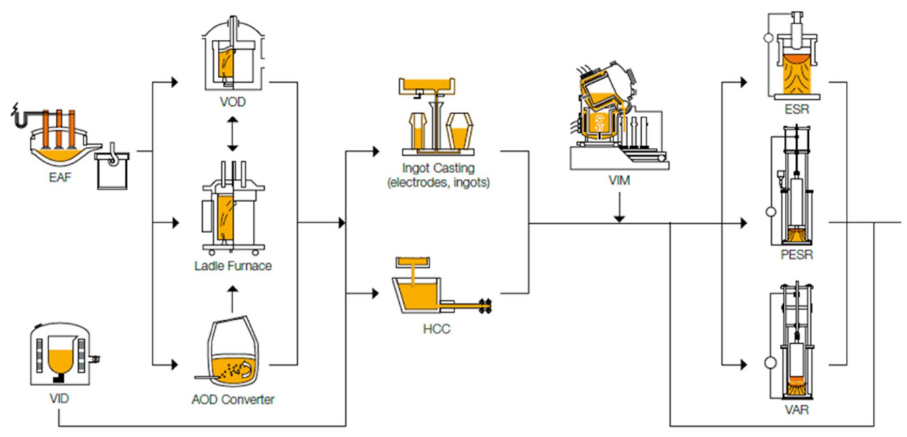
Kaliteli çelik üretiminde Elektro Curuf Ergitme teknolojisi ile özel bir örtü curufu altında tekrar ergitilen ingotlar bakır su soğutmalı kalıp ile temaslarında tekrar katılaştırılır. Elde edilen ürün istenmeyen emprüte ve gazlardan arınmış yüksek teknolojik uygulamaların ihtiyaç duyduğu takım çelikleri,süper alaşımlar, yüksek nikelli çelikleri kapsamaktadır.
PROSDS AKIM ŞEMASI:
Aşağıdaki makalede ESR sisteminin çalışma esaslarını anlatacağız.
Bu işlem temel olarak Cu-taban plakasının konulması ve yeniden ergitilecek ingot ile taban plakası arasındaki temas için taban plakası üzerine bir başlangıç plakası yerleştirilmesi ile başlar. Daha sonra kalıp düzeneği taban plakası üzerine yerleştirilir. Kalıp ve taban plakası tertibatını birbirine cıvataladıktan sonra seçilen ergitme istasyonuna yüklenir. Su bağlantıları, hızlı açılan kaplinler aracılığıyla elle yapılır. Akım geri besleme barası tüpleri, kalıp tertibatının taban plakasına bağlanmıştır. Daha sonra duman egzoz davlumbazı kalıbın üzerine yerleştirilir ve elektrot / saplama tertibatı kalıba yüklenir ve ahşap takozlarla ortalanır. Fırın kafası eriyiğin üzerinden geçmekte ve akım geri dönüş bara boruları fırın kafasına bağlanmaktadır. Elektrot / saplama tertibatı, merkezleme için XY ekseni eğme kontrolü kullanılarak elektrot koluna bağlandıktan sonra, atmosferik ortam koruyucu kapılar kapatılır.
Cüruf besleyici, başlangıç aşamasında aktif hale getirilmek üzere pozisyonuna getirilir.
Tesisi kurup tüm sistemlerin (örn. Duman egzozu ve Argon kaynağı) çalıştığını kontrol ettikten sonra, operatör ergitmeyi başlatma hazırlığında kontrol odasına girer.
İlk görevi, başlangıç diyalog ekranına elektrot / eriyik detaylarını girmek. Tüm iletişim diyalog verilerini girildikten sonra operatör ergitmeyi başlatmaya hazırlanır.
Başlangıç Aşaması
Ergitme gücünün devreye girmesi ve elektrotların aletin erken aşamada tutuşmasını gösterene kadar dikkatlice düşürülmesiyle soğuk başlatmaya geçilir.
Elektrot besleme kontrol sistemi elektrotun yerini alır ve cüruf beslemesi başlar. Bir süre sonra otomatik başlatma aşaması operatör tarafından açılacaktır. Soğuk başlangıç evresinin erken dönemi nispeten kaba olmakla birlikte, sıvı cüruf havuzu oluşturulduğu zaman süreç normal davranışına çok çabuk ulaşmaktadır. İşlem şu anda otomatik bilgisayar kontrolünde ve ergitme reçetesi profillerine uygun olarak gücü arttırmaktadır. Cüruf besleyici, hedeflenen cüruf başlığı yüksekliğini elde etmek için kuru cürufun dengesini yavaşça kalıba beslemek üzere aktif hale getirilir. Cüruf beslemesini bitirirken, cüruf besleyici çıkarılır ve gerekirse deoksidan besleyici yerleştirilir.
Ergitme Aşaması
Zamana bağlı başlangıç profilleri sonuna ulaşıldığında, bilgisayar kontrolü otomatik olarak elektrot ağırlığına bağlı eriyik oranı kontrolüne geçer ve ergiyik reçetesinde tarif edilen profilleri takip eder. İstenirse, opsiyonel deoksidan besleyici cüruf havuzuna önceden seçilmiş bir miktarda deoksidan beslemek için açılır. Operatör arayüzü PC monitöründe ergiyik parametrelerinin sürekli ekran görüntüsü gösterilir.
Ergitmenin geri kalanı için artık bir operatörün varlığı gerekli değildir.
Hot-Topping
Üst ingot kayıpları azaltmak için yeniden eritme işlemi sıcak topping prosedürü ile sonuçlandırılacaktır. Tanımlanan sıcak-topping başlangıç ağırlığı tarifine ulaşıldığında, bilgisayar kontrolü otomatik olarak sıcak çekme döngüsünü başlatır ve tarifte tanımlanan profilleri takip eder. Güç girişini yavaşça azaltarak, neredeyse hiç büzülme boşluğuna sahip olmayan bir ingot üretilebilir.
Hot topping döngüsünün sonlandırılmasında eritme gücü otomatik olarak kapatılır ve elektrot diski cüruf havuzuna geri kalan elektrot diski ile donmasını önlemek için elektrot kolu kaldırılır. Güç kesildikten sonra, koruyucu yeniden eritme için kapılar açılır ve kalan elektrot diskini içeren kalıntı deşarj edilir. Böylece, fırın kafası, daha önce tarif edildiği gibi hazırlanan bir sonraki eriyiğin başlaması için ikinci eriyik istasyonuna hareket etmeye hazırdır.
Cürufun Dondurulması
İngot sıyrılmadan önce cüruf donmaya başlamalıdır. Bu süre boyunca duman egzoz davlumbazı çıkarılabilir.
İngotun Sıyrılması
Cüruf donar donmaz, ingot sıyrılmaya hazırdır. İngotu içeren kalıp düzeneği eriyik istasyonundan çıkarılır ve sıyırma alanına taşınır. Cu-taban plakası düzeneği söküldükten sonra sonra, kalıp ingottan sıyrılır.İngot sonrasında farklı bir yere taşınabilir. Bir sonraki yeniden ergitme işlemi için taban plakası ve kalıbın hazırlanması başlanabilir.