N.Emrah KILINÇDEMİRa, Vural CEYHUNb, Tayfur YAVUZBARUTa, Umut İNCEa
aArGe Merkezi, Norm Cıvata Sanayi ve Ticaret A.Ş. Çiğli, İzmir, Türkiye, emrah.kilincdemir@normcivata.com
bMakine Mühendisliği Bölümü, Ege Üniversitesi Makine Mühendisliği Bölümü, E-posta:vural.ceyhun@ege.edu.tr
Production Of Cold Forging Eccentric Parts By Innovative Die Designs
ÖZET
Otomotiv, havacılık ve savunma sanayi sektörlerinde yeni bağlantı elemanlarına ihtiyaç son 10 yılda artış göstermektedir. Bu ihtiyaçlar genellikle, bağlantı elemanlarını hafifletmek, montaj kolaylığı sağlayabilmek amacıyla alternatif çözümler sunmak, titreşim ve yorulma direnci sağlamak adına yapılmaktadır. Bu bağlantı elemanlarına bir örnekte ekseni kaçırılmış cıvatalar olarak gösterilebilmektedir. Bu tip metal bağlantı elemanları genellikle talaşlı imalat, sıcak dövme veya ılık dövme ile üretilmektedir. Bu çalışma kapsamında ekseni kaçık cıvataların soğuk dövme ile üretilebilmesi için özel kalıp tasarımı yapılmıştır. Soğuk dövme işleminde asimetrik cıvatanın plastik deformasyon özelliklerini incelemek, kalıpların mekanizmasının hareketini analiz etmek, elde edilen son ürünün geometrik ölçülerini, mekanik özelliklerini tespit etmek ve üretilebilirliğini öğrenmek amacıyla bilgisayar destekli simülasyon programı kullanılmıştır. Kullanılan ticari yazılım Simufact Forming’dir. Üretim aşamalarında son ürün mekaniksel özelliklerinin sağlanabilmesi için 20MnB4 tel malzeme kullanılmıştır. Asimetrik cıvata için proses tasarımı ve ayrıntılı yeni kalıp tasarımı yapılmıştır.
Anahtar kelimeler: Bağlantı Elemanı, Kalıp, Tasarım, Simülasyon.
ABSTRACT
For the last decade, there is an increase in the demand for new special fasteners in automotive, aerospace and defence Endüstris. These needs are generally done to provide alternative solutions by weight reduction, easier assembly processes of fasteners and maintaining vibration and fatigue resistance. Eccentirc bolts can be shown as an example for these fasteners. These kind of metal fasteners are generally produced by machining, hot and warm forging. In this study, a special type of die system designed and produced for the manufacturability of an eccentric bolt by cold forging. CAE analysis program is used for examining the plastic deformation properties of the asymmetric bolt, analyzing the motion of the die mechanism, identifying the geometrical dimensions, mechanical properties of the final product obtained and getting a know-how of its manufacturability. “Simufact Forming” software is used for forming analysis. 20MnB4 wire material is used to ensure the mechanical properties of the final product in manufacturing stages.
Keywords: Fasteners, Die, Design, Simulation.
1. Giriş
Gelişen malzeme teknolojisi ve artan mühendislik çalışmaları ile bağlantı elemanları hafifletmek, montaj sistemlerine alternatif çözümler sunmak, titreşim ve yorulma dirençlerini artırmak amacıyla özel geometriye sahip bağlantı elemanlarına ihtiyaç duyulmakta ve bu konulardaki çalışmalar günden güne artmaktadır. Ülkemizde uzun zamandır soğuk şekillendirme yöntemi kullanılarak bağlantı elemanı üretilmekle birlikte karmaşık geometriye sahip ve katma değeri yüksek bazı ürünlerin üretimi sırasında yeterli mühendislik altyapısı oluşturulamadığı için üretim sırasında çeşitli sıkıntılar ile karşılaşılmaktadır. Soğuk dövme ile üretilemeyen bu kategorideki ürünlerin üretimi sırasında alternatif yöntemler kullanılmaktadır. Yaygın olarak talaş kaldırma, ılık veya sıcak dövme yöntemleri tercih edilmektedir. Soğuk dövme ile üretilebilecek bir bağlantı elemanının talaşlı imalat, ılık veya sıcak dövme yöntemi ile üretilmesi sonucunda malzeme, enerji ve zaman kaybı meydana gelmektedir. Bu durum yerli firmaların rekabet gücünü düşürmekte ve ürünlerin yurtdışından ithal edilmesine neden olmaktadır. Son yıllarda otomotiv endüstrisinde sıkça kullanılan ekseni kaçık, bir başka değişle iki farklı eksene sahip bağlantı elemanlarının üretimi sırasında benzer sıkıntılar ile karşılaşılmaktadır. Ülkemizdeki mevcut mühendislik altyapısı ve konvansiyonel kalıp sistemleri kullanılarak, bu tip ürünlerin soğuk dövme metodu ile kontrollü bir şekilde üretilmesi mümkün değildir. Bu çalışmanın amacı, gelişen teknoloji ve değişen ihtiyaçlar ile birlikte otomotiv sanayinde ihtiyaç duyulan iki farklı eksene sahip bağlantı elemanlarının, talaşlı imalat, ılık veya sıcak dövme yöntemleri kullanılmadan tamamen soğuk şekillendirme ile üretilmesini sağlayacak özgün bir kalıp sistemi tasarlanması ve simülasyon programları ile doğrulamasının yapılmasıdır.
2. Ekseni Kaçık Parçaların Soğuk Dövülebilmesi İçin Kalıp Tasarımı ve Nümerik Çalışmalar
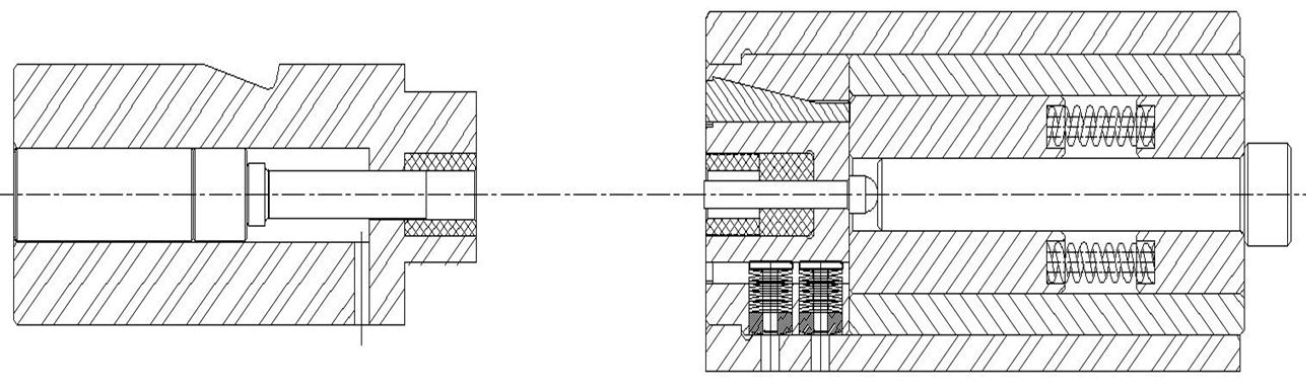
Soğuk dövme kalıp tasarımları, dövme süreç tasarımlarının en önemli ve en karmaşık bölümünü oluşturmaktadır. Günümüzde kalıp tasarımları bilgisayar destekli olarak yapılmakla birlikte, hala gelişmeye ve yeniliğe açık bir daldır. Soğuk dövme ile karmaşık geometriye sahip bir ürün üretilebilmesindeki en önemli etkenlerin başında kalıp tasarımı ve kalıp malzeme seçimi gelmektedir. Bu çalışmada, ekseni kaçık parçaların soğuk dövülebilmesi için uygun kalıp tasarımı gerçekleştirmiş ve bu tasarımın uygun simülasyonlar yapılarak iş parçası üzerindeki etkiler incelenmiştir. Şekil 1’de 3. istasyonda eksen kaçırma mekanizması prototip kalıp tasarımı ve Şekil 2’de ekseni kaçık ürün için dövme adımları verilmiştir.
Şekil 1. 3. İstasyonda bulunan eksen kaçırma mekanizması için 2 boyutlu kalıp tasarımları
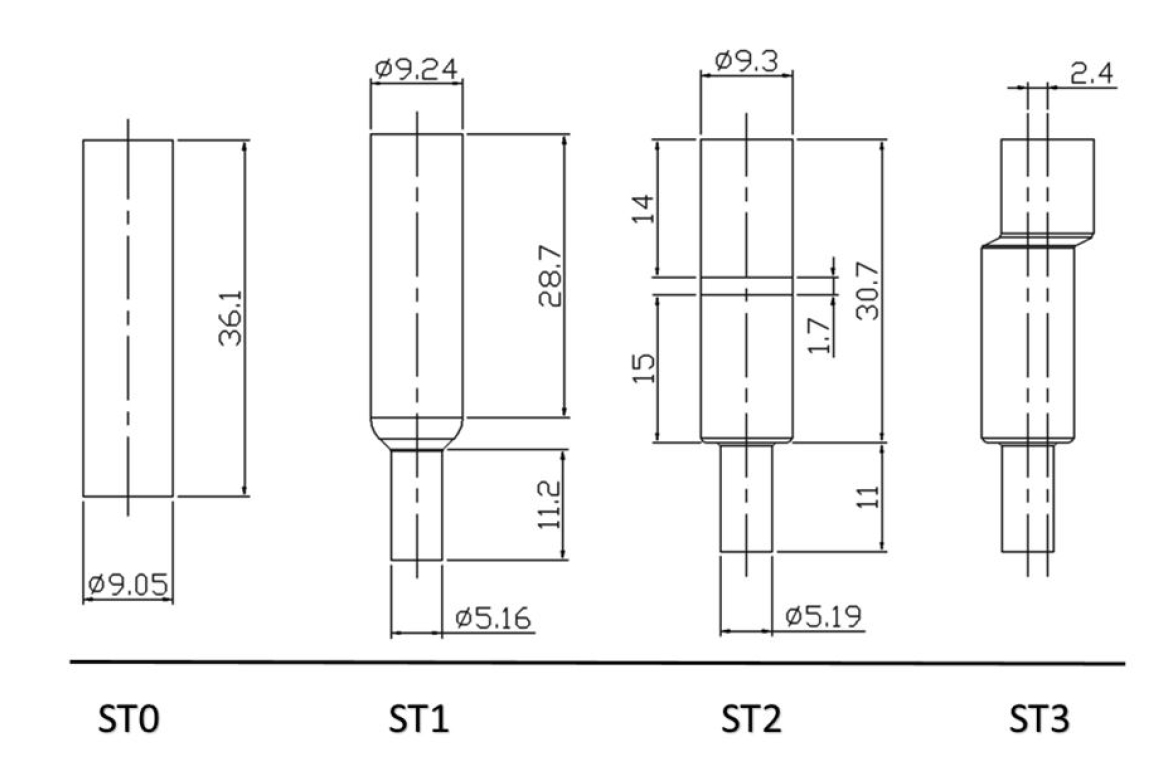
Şekil 2. Ekseni kaçık ürün için dövme adımları
4.2.1 Malzeme Akış Analizleri
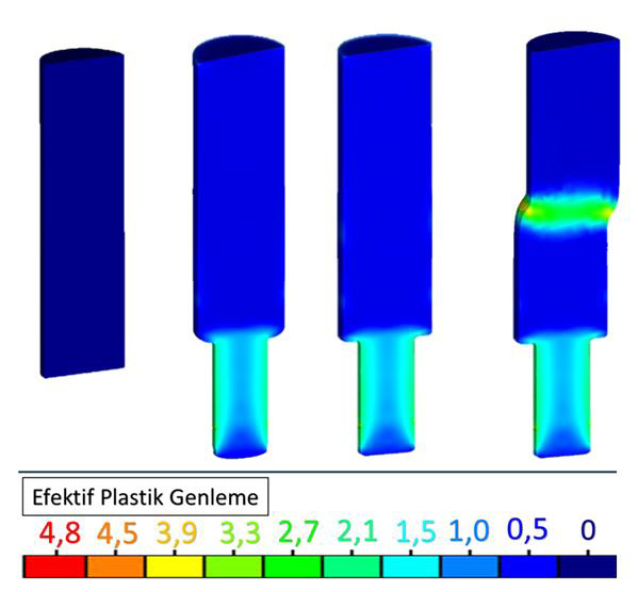
Belirlenen nihai istasyon tasarımının doğrulamasının yapılabilmesi ve dövme kaynaklı kusurların tespiti için malzeme akış analizleri büyük önem arz atmektedir. Verilen istasyon tasarımlarına göre yapılan şekillenme analizleri sonucunda elde edilen istasyon şekillenmeleri ve ara ürünlerde meydana gelen efektif plastik genlemeler Şekil 3’te verilmiştir. Simülasyon sonuçları incelendiğinde istasyonlarda herhangi bir şekillenme kusuruna rastlanmamıştır. 3. istasyondaki gerinim değerleri incelediğinde maksimum deformasyonun eksen kaçıklığının yaşandığı kısımlarda oluştuğu görülmektedir. Bu durum malzemenin bu noktalarda daha çok sertleşeceğine ve Cockroft-Latham hasar parametresine bağlı olarak bu noktalarda çatlak oluşma riskinin diğer bölgelere göre daha çok olduğunu bilinmektedir.
Şekil 3. Yapılan şekillenme analizleri sonucunda elde edilen istasyon şekillenmeleri ve ara ürünlerde meydana gelen efektif plastik genlemeler
2.2 Dövme Kuvvetlerinin Tespiti
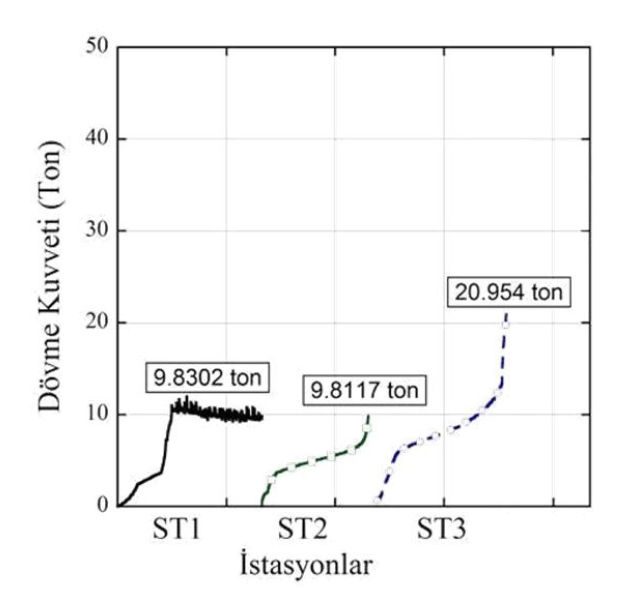
Simülasyon çalışmaları sonucunda dövme kuvvetlerinin tespiti; soğuk dövme sırasında kullanılacak presin seçimi belirlenmesinde ve istasyonlar başına dövme kuvvetlerinin tespiti için kullanılmaktadır. Ayrıca dövme kuvvetinin istasyonlar arasında dağılımının birbirlerine yakın olması beklenmektedir. Aksi bir durumda, istasyon tasarımının temelleri ile dövme yüklerine göre geometrik optimizasyonlar yapılarak, mevcut kapasite dahilinde en uygun ara istasyon modelleri belirlenmelidir. Yapılan istasyon simülasyonları ile ilk 3 istasyon için gerekli dövme kuvvetleri şekil 4’te verilmiştir. İlk 3 istasyon için toplam dövme kuvveti 40,60 ton olarak hesaplanmıştır.
Şekil 4. Simülasyon sonucu ilk 3 istasyon dövme kuvvetleri.
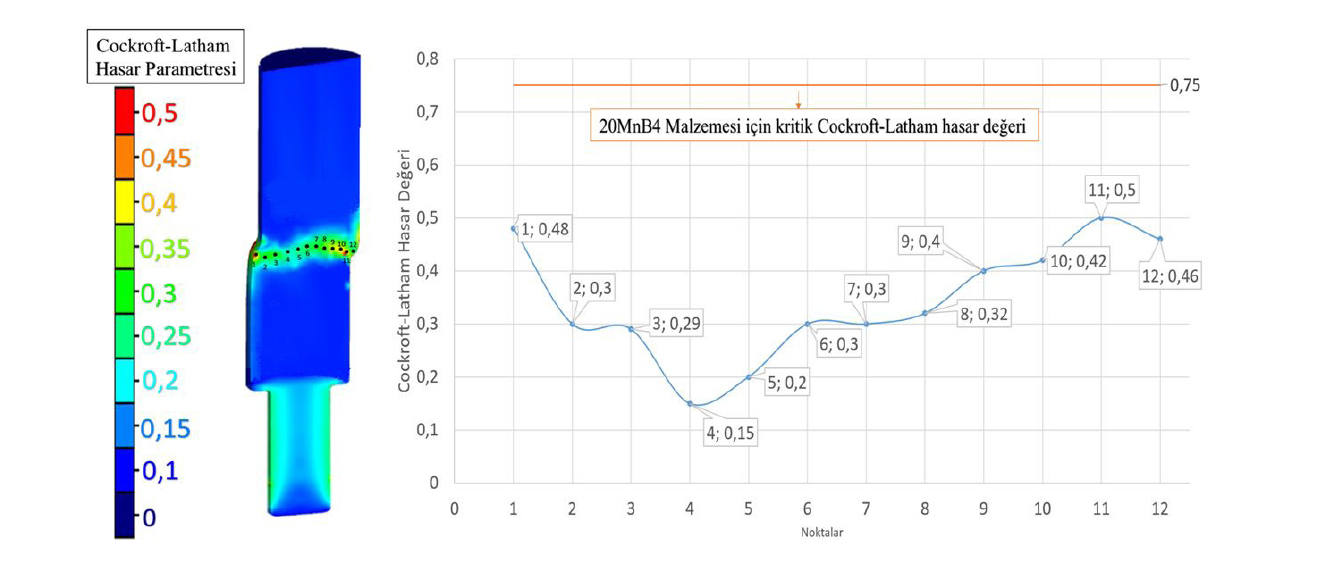
Şekil 5. istasyonda meydana gelen hasar miktarı ve örnek noktalardan alınan değerler.
2.3 Nümerik Hasar Tespiti
İş parçalarında oluşan hasarın tahmin edilebilmesi için 20MnB4 malzemesinin kritik Cockroft-Latham hasar değeri (~0,75) bilinmelidir. Yapılan simülasyon sonuçlarında elde edilen değerin çatlak oluşmadan dövme işleminin gerçekleşebilmesi için hasar değerinin bu değerin üzerinde olmaması beklenmektedir. Bu değerin altında dövme işlemi tamamlanan ürünler için dövme çatlağı beklenmemekle birlikte zaman zaman malzeme kusurlarından kaynaklı olarak çatlak oluşmaktadır. 3. istasyonda meydana gelen hasar miktarı ve örnek noktalardan alınan değerler Şekil 5’te verilmiştir. Simülasyon hasar bulguları incelendiğinde maksimum hasar değeri 0,50 Cockroft Latham olarak tespit edilmiştir. Bu değer malzemenin hasar eşik değeri olan 0,75 Cockroft Latham değerinin çok çok altındadır. 2,8 mm eksen kaçıklığı sonucunda elde edilecek parçada dövme kaynaklı olarak bir çatlak oluşması beklenmemektedir.
3. Üretim Denemeleri
Yapılan tasarım ve simülasyon çalışmaları doğrultusunda belirlenen teknik resimler ve uygun malzeme seçimleri neticesinde kalıp üretimi gerçekleştirilmiştir. Üretim denemeleri sonucunda elde edilen istasyon numuneleri Şekil 6’da verilmiştir.
Şekil 6. İstasyon numuneleri.
Yapılan üretim denemeleri sonucunda elde edilen son ürün geometrisi ile ürün teknik resmindeki geometri tamamen benzerlik gösterdiği ve kontrollü eksen kaçırma mekanizmasının sonlu elemanlar programlarındaki gibi çalıştığı görülmüştür. İlk aşamada sonucunda 5000 adetlik ön üretim tamamlanmış ve kalıplarda herhangi bir deformasyon tespit edilmemiştir.
4. Sonuçlar
Bu araştırıma neticesi daha önce sıcak, ılık veya talaşlı imalat ile üretilebilen ekseni kaçık parçalar, geliştirilen eksen kaçırma mekanizması ile soğuk dövme ile üretilebilmektedir. Ürün üretebilmek için limit sadece ürünün malzeme özelliklerine bağlı olarak şekillendirilebilme ve sünek hasar limitleridir. Hasar limitleri ve şekillendirme kusurları dövme öncesi yapılacak simülasyonlar ile tespit edilebilecek ve tasarım aşamasında önlemleri alınabilecektir. Günümüzde artan parça kullanımı, parça üretim maliyetleri ve ürün kalitesi düşünüldüğünde soğuk dövmenin kullanım alanı daha da artacaktır.
Ulusal alanda üretilemeyen ekseni kaçık bağlantılar bu çalışma ile üretilebilir hale getirilmiştir. Faydalı model başvurusu Türk Patent Enstitüsüne ‘2016/06010’ başvurusu numarası ile yapılmıştır.
Kaynakça
1. Çapan, L. (2010). Metallere Plastik Şekil Verme.
2. Dieter, G. E. (1988). MECHANICAL METALLURGY. (D. BACON, Ed.). LONDON.
3. Lange, K. (1985). Handbook of metal forming. (K. Lange, Ed.)McGraw-Hill Book Company, 1985, (Vol. 16).