



*Fractures Occurring in Endodontic Files and Their Effects
Zeynep ZEREN / Medicalpark Pendik Ağız ve Diş Sağlığı Hastanesi, İstanbul
Muzaffer ZEREN / Kocaeli Üniversitesi Mühendislik Fakültesi Metalurji ve Malzeme Mühendisliği Bölümü
ÖZET
Genellikle başarılı bir endodontik tedavi kök kanallarındaki enfekte dentin ve pulpanın temizlenilmesi, şekillendirilmesi ve kanalların tam olarak doldurulmasına bağlıdır. Kanalların temizlenme ve şekillendirme işlemlerinde kanal eğeleri adı verilen aletler kullanılmaktadır. Bu kanal eğeleri yapılarından dolayı işlem esnasında kırılma eğilimi gösterebilirler. Alet kırılmasının en yaygın nedenler; yanlış veya aşırı kullanım, fiziksel özelliklerdeki sınırlamalar, yeteriz giriş kavitesi ve üretim hatalarıdır. Eğe kırığı görülme sıklığı tüm kök kanal tedavilerinin yüzde 3’ünü oluşturmaktadır. Aşırı eğimli köklere veya çok dar kanallara sahip dişlerde kırık eğe komplikasyonuna daha sık karşılaşabilmektedir. Kök kanallarında kırık alet bulunan bir dişin endodontik tedavisinin prognozu; alete kırılmasından önce enstrümantasyonun aşamasına, pulpal veya periradiküler durumuna ve kırık eğenin çıkarılıp çıkarılamayacağına bağlıdır [1]. Çalışmada, diş kanal tedavilerinde yaygın olarak kullanım alanı bulan eğelerde uygulama sırasında meydana gelen kırılmaların etkileri araştırılmıştır. Ayrıca şekil hafızalı NiTi eğelerin davranışı da incelenmeye çalışılmıştır.
Anahtar kelimeler: Diş Hekimliği, Endodonti, Eğe, Kırılma, Şekil Hafızalı NiTi Eğeler
ABSTRACT
Generally, successful endodontic treatment depends on cleaning and shaping the infected dentin and pulp in the root canals and filling the canals completely. Tools called canal files are used in the cleaning and shaping of canals. Due to their structure, these canal files may have a tendency to break during operation. The most common causes of tool breakage are; Misuse or excessive use, limitations in physical properties, insufficient entry cavity and manufacturing errors. The incidence of file fractures accounts for 3 percent of all root canal treatments. Broken file complications may occur more frequently in teeth with extremely curved roots or very narrow canals. Prognosis of endodontic treatment of a tooth with a broken instrument in the root canals; It depends on the stage of instrumentation before the instrument breaks, its pulpal or periradicular status, and whether the broken file can be removed [1]. In the study, the effects of fractures occurring during application in files, which are widely used in dental root canal treatments, were investigated. Additionally, the behavior of shape memory NiTi files was also tried to be examined.
Keywords: Dentistry, Endodontics, File, Fracture, Shape Memory NiTi Files
1.GİRİŞ
Bütün tıbbi işlemlerde olduğu gibi kanal tedavisinde de her zaman komplikasyon riski vardır. Alet kırılması da bu risklerden başlıcasıdır. Endodontik aletlerin kırılmasına neden olan faktörler arasında, hekimin tecrübesi, kullanılan teknik, kök kanal kurvatürünün varlığı, aletin rotasyon hızı veya torku, dizaynı ve üretim işlemleri gibi çeşitli faktörler sayılabilir.
Kök kanalında kanal aletinin kırılması durumunda, hekim tedavi seçeneklerini dişin vital olup olmamasına, kök kanal anatomisine, periapikal dokuların durumuna, kırılan aletin konumuna ve tipine göre belirlemelidir [2]. Ayrıca kırık aletin çıkarılması için kaldırılacak dentin miktarının dişi zayıflatacağı da dikkate alınarak hekimin avantaj ve dezavantajları değerlendirip ona göre tedavisini şekillendirmesi gerekmektedir. Kırık aletlerin kök kanalından çıkarılması çoğu vakada zor hatta bazen imkansızdır. Bazı durumlarda bypass yöntemiyle kırık alet varlığında kanal şekillendirilmesi ve dolumu yapılarak kanal tedavisi tamamlanır ve hasta düzenli klinik takibe alınır. Bazı vakada ise apikal rezeksiyon cerrahisine ihtiyaç duyulabilir. Kanal tedavisinde kırık olarak bırakılan bir eğenin olası sonuçlarından biri olarak alt alveolar sinir hasarı olabilmektedir. Kırık eğenin ağız sağlığı üzerindeki uzun vadeli olumsuz etkileri olabilmektedir [3].
2. ENDODONTİK ALETLERİN SINIFLANDIRMASI
Endodontik aletler 3 farklı gruba ayrılabilir:
• Grup 1: El ve parmak ile kullanılan kanal aletleri (K-file,Hedstroem,Tirnerf)
• Grup 2: Düşük hızda kullanılan, mandal tipi parçaya sahip aletler (Gates glidden frezleri,Peeso reamer)
• Grup 3: Anguldruva ile kullanılan aletler. El ile kullanılan aletlere benzerler. Nikel-titanyum aletlerin popülerleşmesiyle birlikte, çok sayıda alet bu gruba katılmıştır.
• Grup 4: Kanalın sızdırmazlık için kullanılan aletler ve malzemeler [4].
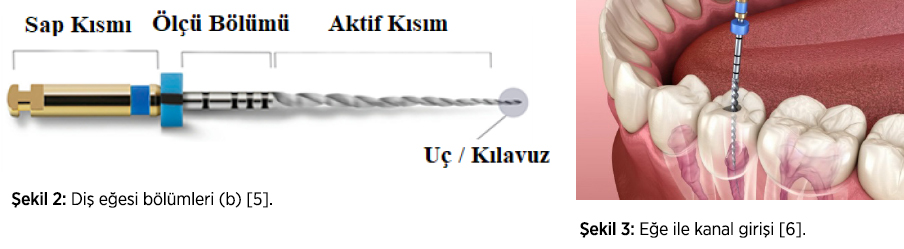
ISO sınıflaması dahil olabilmesi için endodontik eğelerin aşağıdaki özelliklere sahip olmaları gerekir:
i) Eğenin #60 boyutuna kadar beş birimlik artışlarla ilerlerken ve #60tan #100’e kadar on birimlik artışlarla numaralandırılmıştır.
ii) Kesici kenarlar, 0 (D0) çapı olarak adlandırılan cihazın ucundan başlayacak ve gövdeye tam olarak 16 milimetre kadar uzanacak ve 16 (D16) çapında sona erecektir.
iii) D16’nın çapı D0’dan 32/100 veya 0,32 mm daha büyük olacaktır.
iv) Bu ölçümler, boyuttan bağımsız olarak alet başına 0,02 mm’lik koniklikte sabit bir artış sağlamaktadır.
v) Uçtaki açı ise 75° ± 15° olmalıdır [5].
3. ENDODONTİK EĞE ÇEŞİTLERİ
Endodontik eğenin üç ana kullanımı;
i) kök kanalından vital ve nekrotik pulpa dokusunun uzaklaştırılması,
ii) irrigasyon ve medikasyon için yeterli alanın oluşturulması,
iii) kanal dolumu için optimal düzeyde şekillendirilmesi.
Endodontik eğelerin en yaygın kullanılan üç türü NiTi (nikel-titanyum) eğeleri, K eğeleri (Kerr) ve H eğeleridir (Hedstrom). K-eğeleri ve H-eğeleri paslanmaz çelik el eğeleridir. El eğeleri kanalları bulmak ve bir rehber yolu oluşturmak için kullanılırlar. Genellikle döner eğelerden önce kullanılırlar.
K tipi eğeler dentin preparasyonunda kullanılan en eski enstrümanlardan biridir. K-eğeleri kesiti kare olan bir silindirin burkulmasıyla elde edilir. Kanala penetrasyonda ve kanalın genişletilmesinde etkindirler. Bu eğeler, ileri geri saat yönünde-saat yönünün tersine hareketle kullanılır.
Hedstrom eğeleri enine kesiti birbiri üzerine yerleşen üçgenler şeklindedir. Bir H tipi eğenin spiral kenarları sadece çekme hareketiyle kesme yapabilecek şekilde düzenlenmiştir.
NiTi günümüzde endodontide kullanılan en popüler alaşımdır. NiTi eğeler tornalama, laser etching ve ısı altında plastik deformasyon yoluyla üretilir. NiTi alaşımların süperelastik özellikleri, bu materyalden üretilen eğelere klinik kullanımda önemli üstünlükler kazandırır. Son yıllarda NiTi eğeleri, sağladığı üstün esneklik nedeniyle birçok diş hekiminin tercih ettiği eğe haline gelmiştir [7].
5. Endodontik Eğe Konikliği:
Bir endodontik eğenin konikliği, eğenin ucundan sapına doğru her 1 mm’de eğenin çapının ne kadar kalınlaştığını gösterir. K-eğeleri ve H-eğeleri gibi paslanmaz çelik endodontik eğelerin önceden ayarlanmış konikliği 0,02 (mm)’dir. NiTi eğelerin konikliği 0,04 veya 0,06’dır. Endodontik eğenin konik kısmı herhangi bir çalışma noktasında eğenin çapını hesaplamak için kullanılabilir. Örneğin, belirli bir eğenin uçtan her zaman 16 mm aşağıda olan son kesme kanalının çapını hesaplamak için, 0,04 konik boyutlu #30 eğe için;
0,3 mm + (16 x 0,04 mm) = 0,94 mm. denklemi kullanılabilir [7].
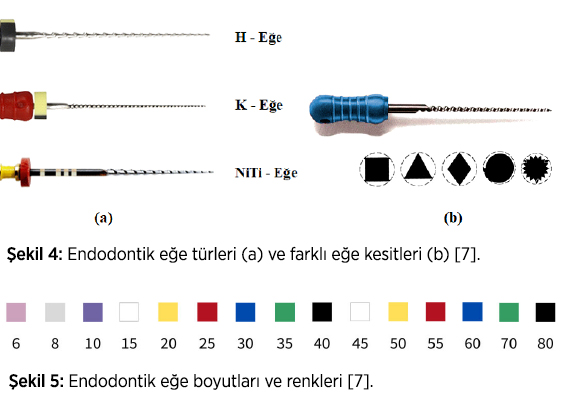
6. ENDODONTİK EĞE BOYUTLARI VE RENKLERİ
Endodontik eğeler evrensel bir sap renk şemasına sahiptir ve 21 mm, 25 mm ve 31 mm’lik üç farklı uzunluğu mevcuttur. Ekstra uzun eğeler erişimin ve görünürlüğün kısıtlı olduğu arka dişler için kullanışlıdır. Genellikle endodontik eğe boyutları #15 (0,15 mm uç çapı) ila #80 (0,8 mm uç çapı) arasında değişir. Aşağıda, Şekil 5’de tüm endodontik eğe boyutlarının ve ISO’ya göre bunlara karşılık gelen sap renklerinin bir listesi verilmiştir [7].
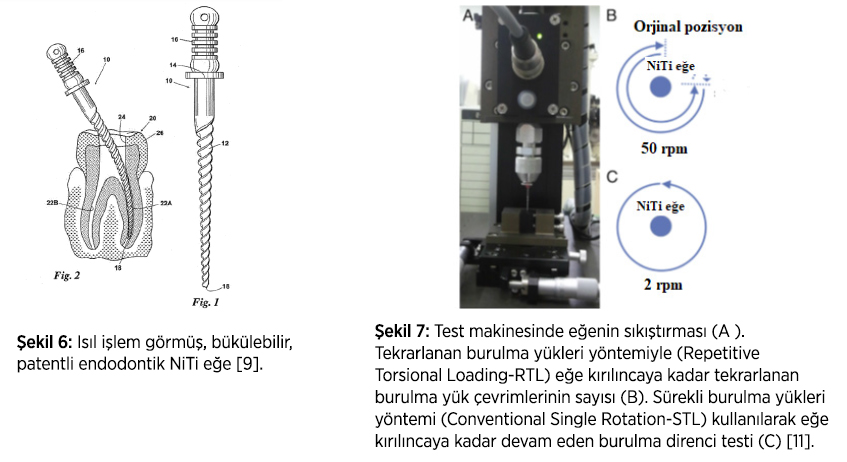
7. ISIL İŞLEM GÖRMÜŞ ENDODONTİK EĞELER
NiTi’nin, paslanmaz çeliğe göre önemli esneklik avantajlarına ilaveten, ısıl işlem teknolojisinin dahil edilmesiyle, bir eğede aranacak en avantajlı özelliklerden biri haline gelir. Isıl işlem görmüş endodontik eğeler, alaşımın şekle geri dönmesi (shape memory) ve eğe üzerinde baskı oluşturma riskinin daha düşük olacağı şekilde kanalda esnekliğin korunmasına olanak sağlar. Isıl işleme tabi tutulmuş NiTi eğelerin gelişmiş esnekliği, eğelerin 90° eğri yapma özelliğine sahip olmasını sağlar. Geleneksel NiTi eğelerden farklı olarak, çoğu ısıl işlem görmüş eğe, sap kısmında küçük bir esneklik seviyesi de dahil olmak üzere farklı klinik durumlara uyum sağlamak için ön büküm verilebilir [8]. Isıl işlem görmüş bükülebilir endodontik NiTi eğelerin üretimine ve tasarımına yönelik günümüzde bazı patentler bulunmaktadır (Şekil 6) [8].
8. KANAL TEDAVİLERİNDE EĞE KIRILMALARI
Kanal tedavisi sırasında diş hekimleri, vital ve nekrotik pulpa dokusunu çıkarmak için eğe adı verilen metal aletler kullanırlar. Bu eğeler, özellikle kişinin kanalları anormal derecede kavisli veya darsa ya da diş hekimi deforme eğeleri yeniden kullanıyorsa kırılabilir. Kök kanal işlemi sırasında kök kanal eğesinin kırılmasının birçok nedeni vardır. Daha yaygın nedenlerden bazıları aşağıda listelenmiştir [5].
i) Metal yorgunluğu: Endodontik eğelerin tekrar tekrar kullanılması metal yorgunluğuna ve sonunda kırılmaya neden olabilir.
ii) Dar veya kavisli kanallar: Dar veya keskin açılı kök kanallarında gezinmek eğe kırılma riskini artırır.
iii) Yetersiz temizlik (irigasyon): Tedavi sırasında diş içindeki kalıntıların yeterince temizlenmemesi, diş aletlerinde aşırı strese neden olarak kırılmaya neden olabilir [8].
iv) Eğenin boyutu: Büyük çaplı eğelere kıyasla küçük çaplı eğelerde deformasyon ve kırık daha sık gözlemlenmektedir.
v) Eğelerin kesit şekli: Yatay kesitleri kare ve eşkenar dörtgen olan iki paslanmaz çelik eğenin karşılaştırıldığı çalışmada kare kesite sahip eğenin daha yüksek eğilme momentine sahip olduğu görülmüştür.
vi) Eğelerin kullanım sayısı: Race eğelerinin kullanılmış ve kullanılmamış olanları karşılaştırmış ve kullanılmış olanların %18-51 arasında yorgunluğa dirençlerinin azaldığını göstermiştir [10]. Hekim eğeleri preparasyon işleminden önce kontrol etmeli ve yapısal bozulmaya uğrayan eğeler tekrar kullanılmamalıdır.
vii) Fabrikasyon işlemleri: NiTi eğelerin fabrikasyon işlemleri sırasında alaşımda meydana gelen okside moleküller alaşımın yapısında zayıflığa neden olabilir. Ayrıca üretim aşamasında eğenin yapısında çatlaklar, oluklar oluşabilmektedir.
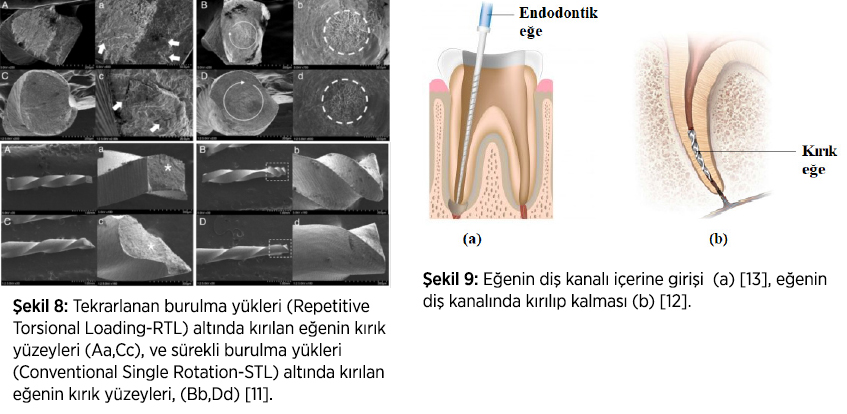
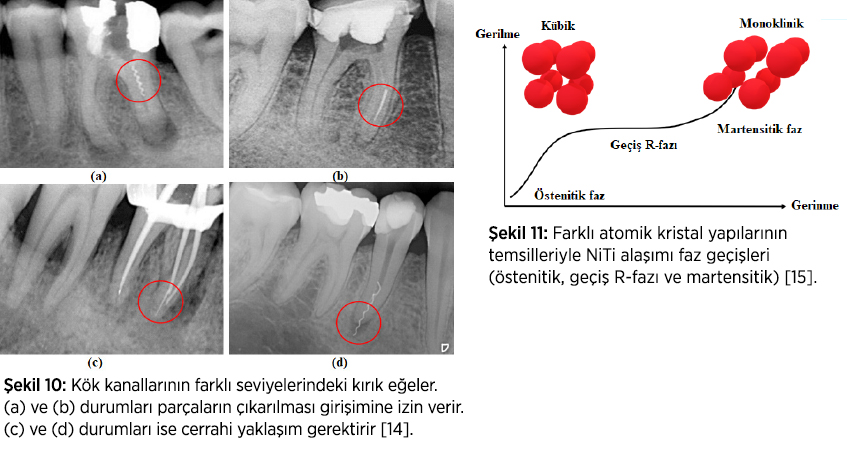
Yapılan bir çalışmada, eğe üzerine gelen burulma yüklerinin eğenin kırılma karakteristiğinde (aniden gevrek kırılma veya yorulma kırılması) etkili olabileceği anlaşılmaktadır (Şekil 7-8) [11].
Tekrarlanan burulma yükleri altında kırılan eğenin kırık yüzeyleri incelendiğinde; herhangi bir dairesel aşınma izi olmaksızın, çok sayıda kırılma yüzeyi ve kopma yönündeki çatlak çizgilerinden ani kırılmayla sonuçlandığı görülmektedir (a ve c’deki beyaz oklar). Sürekli burulma yükleri altında kırılan eğenin kırık yüzeyleri incelendiğinde ise; dairesel aşınma işareti (dairesel ok) ve yorulma gibi burulma arızasının tipik özelliklerini göstererek kırılmanın meydana geldiği görülmektedir (dönme merkezindeki çukur noktalı daire).
9. KIRIK EĞELERİN DİŞTE KALMASIYLA İLİŞKİLİ POTANSİYEL RİSKLER
Kanal tedavisinden sonra kırık bir eğe dişin içerisinde kalırsa çeşitli komplikasyonlar ortaya çıkabilir. Örneğin kırılma sonrası yetersiz temizlik nedeniyle enfeksiyon gelişebilir, kırık aletin çıkarılması esnasında daha fazla kök dentini kaybı olur. Bunu takiben kökte zayıflama ile birlikte diş vertikal kırık oluşmasına daha yatkın hale gelir. Alt dişlere kök kanal tedavisi uygulandığında ortaya çıkabilecek diğer bir sorun eğenin ucunun alt alveoler sinir kanalına doğru çıkıntı yapacak şekilde kırılmasıdır. İlk prosedürden sonra diş içerisinde bırakılan kırık eğeler ile ilgili sorun yaşayan hastaların, bu potansiyel komplikasyonları ele almaya yönelik uygun değerlendirme ve yönetim seçenekleri için profesyonel yardım almaları oldukça önemlidir. Özellikle sinir hasarı içeren komplikasyonlarda sinir hasarının tedavi edilmemesi kalıcı hale gelme olasılığını arttırır. Bu daha sonra kalıcı ağrı veya ilgili dişin enfeksiyonuna yol açabilir. Sinirin ciddi şekilde hasar gördüğü durumlarda, hastanın hasarlı sinirini onarmak adına mikronöro cerrahi düşünülebilir. Kanal tedavisini takiben aşağıdaki semptomlardan herhangi birisinin varlığı alt alveolar sinir hasarının bir göstergesi olabilir;
i) Ağız, çene ve alt dudak çevresinde uyuşma veya karıncalanma hissi;
ii) Ağzın bir tarafında sıcaklık değişikliklerini hissedememek;
iii) Kas zayıflığı nedeniyle net konuşmada zorluk;
iv) Ağızda ağırlık hissi.
Bu belirtilerin fark edilmesi durumunda hemen diş hekimine başvurulması gerekir. Çünkü bu belirtiler kök kanal işlemi sırasında geride bırakılan kırık bir eğeden kaynaklanan olası komplikasyonları gösterebilir. Sinir hasarını tespit ettikten sonra diş hekimi sinir hasarının nasıl tedavi edileceğine dair bir planlama yapmalıdır. Tedavi edilmeyen sinir hasarı kalıcı hale gelebilir [8].
10. KIRIK EĞELERİ ÇIKARTMAK İÇİN TEDAVİ SEÇENEKLERİ
Kök kanalı prosedürünü takiben geride bırakılan diş eğelerinden komplikasyonlar ortaya çıktığında, bir endodonti uzmanı kırılan aletin çıkarılmasını sağlayabilir. Endodontistlerin kırık eğeyi güvenli bir şekilde çıkartmak için çeşitli seçenekleri vardır. Uzmanlar, diş yapısına daha fazla zarar vermeden kırık eğeleri etkili bir şekilde çıkarmak için ultrasonik cihazlar, mikroskoplar gibi ileri teknolojik aletler ve tekniklerden yararlanırlar. Endodontik mikroskopla; sağlıklı dentin korunurken dar veya kavisli kanallarda daha dikkatli bir şekilde çalışılmasına olanak tanınır. Kanal tedavisi sırasında eğenin kırılması durumunda diş hekimlerinin hastalarını bilgilendirmeleri önemlidir. Ayrıca, hastanın uygun bakımı alabilmesi için gerektiğinde hastaları uzmanlara yönlendirmek de dahil olmak üzere mevcut tedavi seçeneklerini tartışma yükümlülükleri de vardır [8].
11. EĞE KIRILMASININ ÖNLENMESİ
Eğenin döngüsel yorgunluk ve burulma gerilimi eğenin kırılmasına neden olabileceğinden, klinik olarak eğeye minimum düzeyde kuvvet uygulamak, herhangi bir sorun meydana gelmeden kullanım süresini uzatacaktır. Düz bir giriş kavitesi hazırlamak kritik öneme sahiptir. Çünkü bu, eğe üzerine maksimum iki noktada fleksiyon ortadan kaldıracak ve apikal üçlüye daha iyi bir ilerleme yolu sağlayacaktır. Patiño yaptığı araştırmada, döner eğelerin uygulanmasından önce kavisli kanalların üçte birini hazırlamak için paslanmaz çelik el aletlerinin kullanılmasının, eğe kırılması olasılığını önemli ölçüde azalttığını göstermiştir. Eksenel hareketli döner eğelerin kullanılması aynı zamanda eğe üzerindeki burulma geriliminin görülme sıklığını da azaltmaktadır. Eğe kırılmasını önlemek için, eğe üreticisinin tavsiye ettiği döner alet kullanım hızı ve torku kullanılması önemlidir. Döner eğelerin kanalda çalışması için gerekli süreye izin verilmesi gerekir. Böylece bir büyük eğe boyutuna geçildiğinde, dentin darlığı sorunu ile karşılaşılmaz. Genellikle hekimler dentin darlığı sorununu el aletine daha fazla baskı uygulayarak telafi etmeye çalışırlar. Bu ilave basınç, eğe hala dönerken eğenin dentine saplanmasına ve eğenin kırılma neden olabilir. Döner eğe, kanalda dirençle karşılaştığı noktanın ötesine zorlanmamalıdır. Tekrardan bir boy küçük eğeye geçilerek kök ucuna ulaşılmaya çalışılmalıdır. Uygun irrigasyon yöntemleri kullanılarak debris uzaklaştırılmalıdır. Diğer bir konu ise uygun enstrümantasyon bakımıdır. Hekimler kanaldaki her kullanımdan sonra eğeyi uygun şekilde temizlemelidir. Bir eğe içine sıkışan dentin parçalarının ve debrisin temizlenmemesi durumunda kullanım sırasında klinik başarısızlıkta rol oynayabildiği bilinmektedir. Kullanmadan önce bir eğe, döngüsel yorulma endodontik döner eğe test aletinde test edilebilir. Ek olarak, burulma stresini test etmek için bir torsiyometre endodontik döner eğe test makinesi de kullanılabilir. (Şekil 11) [8-13].
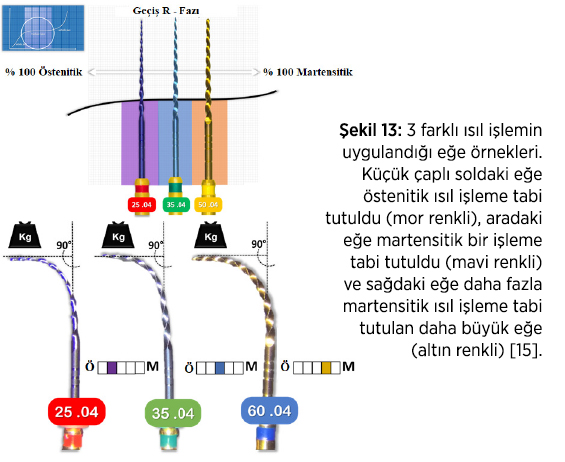
12. ŞEKİL HAFIZALI NİTİ EĞELER
Farklı atomik kristal yapılarının temsilleriyle NiTi alaşımı faz geçişleri (östenitik, geçiş R-fazı ve martensitik). Şekil 13’de verilmiştir. Şekil hafızalı NiTi alaşımı diş eğelerindeki gerilme-gerinmeye bağlı olarak faz geçişlerinin geri dönebilir, dolaysıyla malzemenin başlangıç şekillerine geri dönebilir oluşu, bu tip eğelerinin düşük kırılma olasılığını açıklar. Şekil 11-13, şekil hafızalı NiTi alaşımı kanal eğelerine yük uygulandığında ve yükün kaldırıldığında geri esneme kabiliyetini temsili olarak göstermektedir [15].
Şekillerden de görülebileceği gibi ısıl işleme tabi tutulmuş NiTi eğelerin gelişmiş esnekliği, eğelerin kırılma olmaksızın 90° eğri yapma özelliğine sahip olmasını sağlayabilmektedir.
SONUÇ
Literatür araştırmalarından; eğe kırılmasının ana nedenlerinin başında döngüsel yorulma ve torsiyonel stresin gelmekte olduğu anlaşılmaktadır. Bir hekim, döner eğeleri kullanmadan önce el eğeleri kullanarak, kanala erişim için düz bir rehber yol oluşturarak ve koronal eğe ile kanalı önceden genişleterek eğe kırılmasını önleyebilir. Bir eğenin kırılması durumunda çıkarmanın başarısı, kullanılan teknikle birlikte, daha çok kanaldaki konumuna bağlıdır. Bazı durumlarda kırık diş eğesinin kök kanalında bırakılması herhangi bir soruna neden olmayabilir. Ancak parçanın boyutu ve yeri, enfeksiyon riski ve olası komplikasyonlar gibi faktörlerde göz önünde bulundurulmalıdır. Kırık eğenin çıkartılmasına yönelik en iyi eylem planının belirlenmesi için genellikle bir endodonti uzmanı tarafından kapsamlı bir değerlendirme yapılması gerekir. Kırık bir eğenin çıkarılması daha büyük riskler oluşturuyorsa veya diş bütünlüğünü tehlikeye atıyorsa kırık bir eğenin kök kanalında bırakılması kabul edilebilir. Bir endodonti uzmanı, kırık parçanın çıkarılmasına veya bırakılmasına karar vermeden önce, hastanın genel sağlığı, diş durumu ve potansiyel komplikasyonlar gibi faktörleri göz önünde bulundurarak her vakayı ayrı ayrı değerlendirmelidir. Kırık bir eğeyi kök kanalından çıkarmak için, endodonti uzmanları, daha fazla hasara neden olmadan parçaların alınmasına yardımcı olan ultrasonik aletler veya mikrotüp cihazları gibi bazı özel teknikler kullanabilirler. Daha karmaşık vakalarda, başarılı bir şekilde çıkarılması için apikal rezeksiyon gibi cerrahi müdahale gerekebilir. Kanal tedavisi tamamlandıktan sonra dişte artık pulpa dokusu kalırsa, iltihaplanma veya enfeksiyon nedeniyle hastalarda ağrı veya abse gözlenebilir. Bu durumlarda, semptomların uygun şekilde yönetilmesi ve çözülmesi için kök kanalının yeniden gerekli olabilir. Literatür araştırmalarından; şekil hafızalı, ısıl işlem görmüş, NiTi alaşımı kanal eğelerine yük uygulandığında ve yükün kaldırıldığında geri esneme kabiliyetinin olması, kırılmadan 90 derece eğilme yapabilmeleri nedeniyle kanal tedavilerinde başarılı olacağı anlaşılmıştır. Başlangıç niteliğindeki bu araştırmadan sonra, ileriki çalışmalarda kırılarak kullanılmaz hale gelmiş dental eğelerin kırılma nedenlerine yönelik daha kapsamlı mikroyapısal karakterizasyon incelemesi planlanmaktadır.
KAYNAKLAR
[1]. Gündüz, H., Özlek, E., “Messerann Kiti Kullanılarak Kırık Kök Kanal Aletinin Çıkarılması: Olgu Sunumu”, Van Diş Hekimliği Dergisi, 1 (1) , 42-47, (2020).
[2]. B. Güler, Et Al., “Maksiller ikinci premolar dişin apikal üçlüsünde kırılan resiproc eğenin masserann kit ile çıkartılması olgu sunumu,” Atatürk Üniversitesi Diş Hekimliği Fakültesi Dergisi, no.10, pp.37-40, (2015).
[3]. https://www.smilesolutions.com.au/dental-articles/article/risk-of-broken-files-in-root-canal-treatment/
[4]. Himel, V.T., McSpadden, J.T., Goodis,H.E. “Instrument, materials and devices, Pathways of the Pulp” , 9th ed. Mosby: Elsevier; 238-89, (2006).
[5].https://www.dentaltix.com/en/blog/everything-you-need-know-about-endodontic-files-1-manual-files.
[6]. https://www.marktangri.com/dental-treatments/root-canal-treatment/
[7]. https://www.kentexpress.co.uk/kent/blog/endodontic-files-buying-guide.aspx?sc_lang=en-gb&hssc=1
[8]. https://www.spetsasbuist.com/library/file-left-in-root-canal.cfm, Dealing with a File Left in Root Canal: Risks and Solutions
[9]. https://patents.google.com/patent/US20110271529, United States (12) Patent Application Publication (10) Pub. No.: US 2011/0271529 A1 Gao et al. US 20110271529A1 (43), (2011).
[10]. Aydin C., Inan U. ve Tunca Y. M., “Comparison of cyclic fatigue resistance of used and new RaCe instruments. Oral Surgery, Oral Medicine, Oral Pathology, Oral Radiology, .and Endodontology”, 109 (3), 131-134, (2010).
[11]. Kwak, S., Kwak et al. Torsional Resistance of WaveOne Gold and Reciproc Blue according to the Loading Methods JOE- Volume 47, Number 1, 88-93, (2021).
[12]. Bahcall J., “Remedying and Preventing Endodontic Rotary Nickel-Titanium (NiTi) File Breakage”, Inside Dentistry, Volume 11, Issue 1, (2015).
[13]. https://www.smilesolutions.com.au/dental-articles/article/risk-of-broken-files-in-root-canal-treatment/
[14]. Dimitriu B., Amza O., “From incidence to therapeutic approach concerning endodontic instrument fracture”, Volume XXII, No. 3, Part 2, (2019)
[15]. Carlos A., Spironelli R., “Heat-Treated NiTi Endodontic Files: All You Need to Know About the Latest Generation”, Dentistry Today,12, (2022).