



ÖZET
Makine ile işleme süreçlerinin karbon çeliklerden paslanmaz çeliklere geçilerek geliştirildiği bilinmektedir; ancak operatörler işleme hızlarını yavaşlatmayı ve bu değişikliği yaptıktan sonra alet ayarlarını değiştirmeyi gerekli bulmuştur. Ayrıca sık titreşim sesi, aletlerin zamklanması ve zayıf parçacık çatlamaları gibi bir dizi sorun da yaşadılar. Burada Rinaldo Brivio, Global Technical Marketing, Sandvik Materials Technology SAF 2507 ile maliyet ve yatırımlarını düşük seviyede tutarak operatörlerin atölyelerin verimliliğini, rekabet gücünü ve karlılığını nasıl artırabileceğini açıklıyor.
ABSTRACT
: It is known that machining processes are improved by switching from carbon steels to stainless steels, yet operators have found it necessary to slow down machining speeds and alter tool settings after making this change. They have also experienced a number of issues such as frequent vibration chatter, gumming of tools and poor chipbreaking. Here, Rinaldo Brivio, Global Technical Marketing, Sandvik Materials Technology, explains how, with Sandvik SAF 2507, operators can improve the productivity, competitiveness and profitability of workshops - while also keeping their costs and investments to a low level.
İşleme süreçlerinin karbon çeliğinden paslanmaz çeliğe geçilmesiyle geliştirildiği bilinmektedir, yine de operatörler bu değişiklikten sonra işleme hızlarını düşürme ve makineayarlarını değiştirme gereği duymuşlardır. Bununla birlikte operatörler sık titreşim sesi, makinelerde yapışma ve talaş kırılması gibi birçok sorunla karşılaşmışlardır.
Bu sorunlar paslanmaz çeliğe geçmekten dolayı değil, seçilen paslanmaz malzemesinin kalitesinin yetersiz olmasından kaynaklanmıştır. Bu nedenle çözüm, işleme için uygunluğu kanıtlanmış özelliklere sahip yüksek kaliteli paslanmaz çeliklerin belirlenmesinde yatmaktadır.
 Süper duplex paslanmaz çelikler
Süper duplex paslanmaz çelikler
Karbon çeliğini işlemek, süper duplex paslanmaz çelikleri işlemekten genelde daha kolaydır, fakat süper duplex paslanmaz çeliklerin üstün mekanik özellikleri vardır. Bu çeliklere “süper duplex” sınıfı denilmesinin sebebi oyuk korozyonuna duplex paslanmaz çeliklerden daha dayanıklı olmalarıdır.
Sandvik’in kendi imalatı olan süper duplex paslanmaz çelik Sandvik SAF 2507, kimyasal olarak dengeli bir metalürjiye sahiptir, bu da bu malzemeye yüksek mekanik mukamevet, düşük sertlik ve süneklik gibi işleme açısından avantajlı birçok özellik kazandırmaktadır. Nikel, krom, molibden, karbon ve nitrojen içeriği azaltılmış, sülfür, fosfor ve bakır içeriği arttırılmıştır.
Bu malzeme, denizden petrol ve gaz arama ve üretiminde, petrokimya ve kimyasal işleme için ısı eşanjörlerinde halihazırda kullanılmaktadır ve aynı zamanda hidrolik ve enstrümantasyon uygulamaları için de uygundur.
Bununla birlikte Sandvik, kendi ürününün kalitesini, önemli bir Avrupa çelik üreticisinin rakip süper duplex sınıfı ile karşılaştırarak göstermek istemiştir. Her iki malzeme de, en son teknoloji ürünü bir Verimlilik Merkezi'nde ve İtalya'nın Milano kentinde bulunan laboratuvarda, 100 mm çaplı çubuk formunda, bir dizi işleme testine tabi tutulmuştur.
Tesis, SandvikMaterialsTechnology’nin kardeş şirketi olan ve metal kesme endüstrisi için kesme uçları ve talaşlı imalat hizmetlerin araştırılması, geliştirilmesi ve tedarikinde küresel bir lider olan SandvikCoromant’ a aittir. SandvikCoromant, işleme alanında yaptığı yenilikler sayesinde 2012 yılında Forbes dergisinin "Dünyanın En Yenilikçi Şirketler" listesinde yer almıştır.
Tornalama testleri
Resim 1’de görülebileceği üzere, SandvikCoromant’ın tesislerinde yürütülen testlerde, ilk olarak tek noktalı kesme aleti dönme eksenine paralel hareket ettirilirken çelik silindirik bir iş parçası işleme tezgahında yüksek hızda döndürülmüştür ve her bir süper duplex malzemenin tornalama özellikleri değerlendirmiştir. İş parçasının çapını belirtilen boyuta düşürmek için bu işlem genellikle harici olarak uygulanmaktadır.
Süper duplex malzemeler, en uzun kesici uç ömrünü sağlayan kesme hızı ve besleme arasında optimize edilmiş bir denge bulmak için belirtilen uç geometrisinde orta-kaba tipte işlemeye tabi tutulmuştur. İş parçaları, 0,3 mm/devir hızında beslenmiştir ve 2 ve 3 mm’lik bir derinliğe kadar dakikada 60 ila 125 metre (m/dk) arasında kesme hızlarına tabi tutulmuştur.
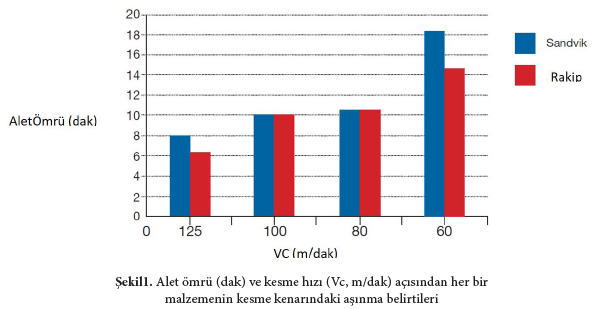
İşleme, istenen yüzey aşınmasına (0,3 mm) ulaşılana kadar ya da ana veya ikincil kesme kenarda kenar kırılması, plastik deformasyon, parçalanma, plastik deformasyon veya kesme kenarında 0,5 mm/devir’e eşit veya büyük çentik aşınması gibi önemli aşınma belirtileri fark edilene kadar devam ettirilmiştir.
Yapılan görsel incelemelede göre, en düşük (60 m/dak) ve en yüksek (125 m/dak) kesme hızlarında yapılan işlemeden sonra rakip üreticinin süper duplexin de kayda değer aşınma belirtilerine rastlanırken Sandvik malzemesinde kesici uç ömrünün gözle görünür oranda daha uzun olduğu tespit edilmiştir. Her bir malzemenin performansı 80 ila 100 m/dakika arasındaki orta hızlarda benzerdi. Şekil 1 sonuçları ortaya koymaktadır.
Talaş formasyonu
En iyi işlenebilir çelik, kolayca talaş oluşturacak kadar yumuşak fakat bu talaşın kırılıp ayrılacağı kadar kırılgan olmalıdır.
Bu nedenle, ikinci tur testler,kesme derinliğinin ve beslemenin, 100 mm ve 40 mm'lik parçacık çaplarındaki her bir süper duplex malzeme üzerindeki etkilerini değerlendirmek için talaş formasyonunda odaklanmıştır. Her iki sınıf da, daha önce olduğu gibi aynı işleme tezgahını kullanarak, 70 m/dakika ve 90 m/dak kesme hızlarında işlenmiştir.
Sandvik SAF 2507'den her iki işleme hızında da rakip süper duplex malzemeye kıyasla daha yüksek miktarda talaş çıkarılmıştır. Bu, Sandvik sınıfının, daha uzun alet ömrü için üstün işlenebilirlik ve olumlu özellikler sunduğunu gösterir.
Delik delme testleri
Bir sonraki test aşamasında, her malzemeye 257 delik delinerek, tornalama işlemi için değerlendirilmiş aynı çubuk grubundan alınan 60 mm uzunluğunda kesilmiş çeşitli diskler içine yerleştirilmiştir. Delikler kesme işleminin düzgün olmasını sağlamak için çapın üç katına,26 mm derinliğe kadar ve çubuk eksenine paralel delinmiştir.
Daha sonrasında, sert sinterlenmiş karbür matkapta (SandvikCoromant tarafından üretilmiş olan) gözle görünen aşınma belirtileri olup olmadığı kontrol edilmiştir. Matkap aşınma limitini aşmadan rakibin süper duplexine sadece 135 delik açılmışken, Sandvik SAF 2507'ye ise 168 delik açılmıştır.
Ek olarak, 80 delik açıldıktan sonra her sınıftan çıkarılan talaşlar gözle kontrol edilmiştir. Sandvik 2057’nin talaşları, delme sırasında daha az güç tüketimi gerektiren daha üstün özellikleri sergilemiştir.
İleri analiz ve kalın etli boru
Elbette ki maliyet, işleme için yeni malzemelerin seçiminde temel unsur olmaya devam etmektedir. Sandvik’in uzmanları, hem Sandvik SAF 2507 hem de rakip malzeme için çeşitli verileri (alet maliyeti, uç maliyetimaliyeti ve toplam çevrim süresi dahil olmak üzere) hesaplayan SandvikCoromant’ın Productivity Analyzer (Verimlilik Analizi) yazılımını kullanmıştır.
Yapılan analiz sonucunda Sandvik SAF 2507’nin iş parçası başına 6.62 Euro (€/parça) tasarruf sağlayabildiği ve ayrıca verimliliği %20 arttırabildiği bulunmuştur. Sonuçlar Tablo 1’de gösterilmektedir.