



Şüheda ÖZEL, Kocaeli Üniversitesi Fen Bilimleri Enstitüsü
Muzaffer ZEREN, Kocaeli Üniversitesi Mühendislik Fakültesi Metalurji ve Malzeme Mühendisliği Bölümü
Neşe Çakıcı ALP, Kocaeli Üniversitesi Mimarlık ve Tasarım Fakültesi Mimarlık Bölümü
*3-D Layered Manufacturing and Automotive Applications
ÖZET
Ülkemizin imalat sanayindeki rekabet gücünün temel faktörlerinden bir tanesi de esnek ve hızlı üretim becerisidir. Bu çerçevede, üretime esneklik getiren, ürünlerin daha hızlı pazara sunulmasını sağlayan, farklı ve kişiselleşmiş tasarım imkanları ortaya çıkararak yenilik yapma imkanını artıran 3 Boyutlu (3D) baskı teknolojileri ile parça üretimi bir süredir otomotiv sektöründe devam etmekte ve oldukça da hızlı bir şekilde yaygınlaşmaktadır. Zaman ve işçilik tasarrufu sağlayan bu yeni sistem sayesinde çok karmaşık parçaların bile pratik bir şekilde üretilmesi mümkün hale gelmiştir. Bu çalışmada, otomotiv sanayi için PLA cinsi plastik malzeme kullanılarak doğrudan 3boyutlu dijital imalat ile katmanlı motor pistonu üretimi yapılmıştır.
Anahtar kelimeler: 3 boyutlu katmanlı imalat, erimiş malzeme modelleme, motor pistonu.
ABSTRACT
One of the main factors of our country’s competitiveness in the manufacturing industry is its ability of flexible and rapid production. Within this framework, parts production with 3D printing technologies has been used in the automotive industry for a while and is rapidly becoming more widespread. It brings flexibility to the production, enables the products to be introduced to the market faster, and increases the possibility of innovation by creating different and personalized design opportunities. This new system, which saves time and labor, makes it possible to produce very complex parts in a practical way. In this study, the layered engine piston production for the automotive industry was directly made by using 3D digital manufacturing with PLA-type plastic materials.
Keywords: 3D additive manufacturing, fused deposition modelling, engine piston.
1. Giriş
Teknolojideki yenilikler sanayide dönüşümü tetiklemiş ve Dördüncü Sanayi Devrimi (Sanayi 4.0) kavramını ortaya çıkarmıştır. Üretimdeki bu değişimin bir aşaması da dijitalleşmenin geleneksel üretim yöntemleriyle buluştuğu “akıllı üretim” olarak görülmektedir. 3 Boyutlu Katmanlı Baskı, üretime esneklik, verimlilik ve yenilik fırsatları getirmiştir [1]. Katmanlı üretim olarak da bilinen 3D baskı; tasarım dosyalarındaki verilerin 3 Boyutlu Katmanlı Yazıcı sistemleri tarafından işlenip uygun malzemelerin katmanlar hâlinde, üst üste yığılarak nesnelerin üretilmesini ifade etmektedir. Günümüzde çok popüler olan ve genel olarak “3-Boyutlu Yazıcı (3D Printer)” olarak adlandırılan bu yeni imalat teknolojisi literatürde “Katmanlı İmalat (Additive Manufacturing)” olarak da anılmaktadır [2-6]. Katmanlı imalat (Additive Manufacturing), tasarımlara imalat yöntemi; tasarımda ve üretimde sınır getirmemesi, çok farklı malzeme kullanımı gibi büyük avantajlara sahiptir. Katmanlı imalata yönelik birçok uygulama bu¬lunmakla birlikte, bu uygulamalar, yöntemine ve malzemelerine göre sınıflandırılmaktadır. Katmanlı imalatta kullanılan temel uygulama yöntemleri [7-9] aşağıda sıralanmıştır:
• Lazer Eritmeli Sistemler (Laser Melting/ LaserSintering)
• Erimiş Malzeme Şekillendirme (Fused Deposition Modelling – FDM)
• Stereolithografi
• Malzeme Jeti (Material Jetting)
• Yapıştırıcı ile Katmanlı İmalat (Binder Jetting)
• Elektron Kaynağı (Electron Beam Melting)
Otomotiv sektöründe işlevsel prototipler ile küçük ve karmaşık parçaların üretimi mümkün olmaya başlamasıyla; kalıplama, kaynak ve montaj işlemlerine ihtiyacın azaltılmasına olanak vermektedir. Sektördeki şirketler, 3BB teknolojisi uygulamalarını üç ana amaç doğrultusunda genişletmekte ve yürütmektedir: • Ürünlerin kalite ve katma değerinin artırılması • Ürünlerin tasarım ve üretim sürecinin hızlanması • Tedarik zinciri faaliyetlerinin iyileştirilmesi.
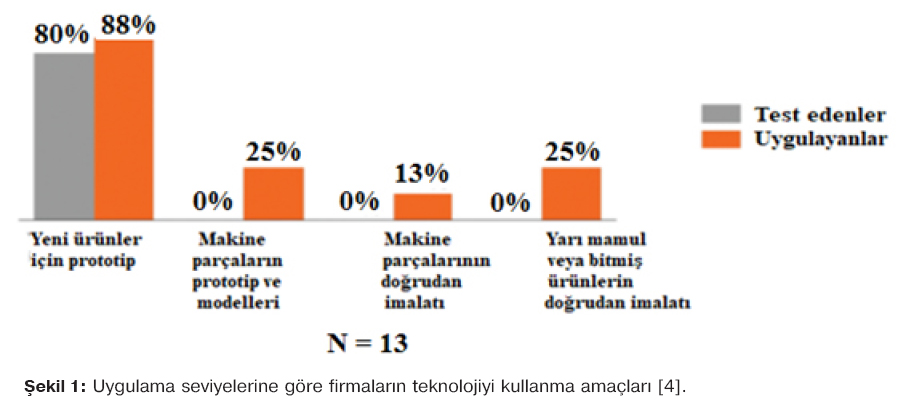
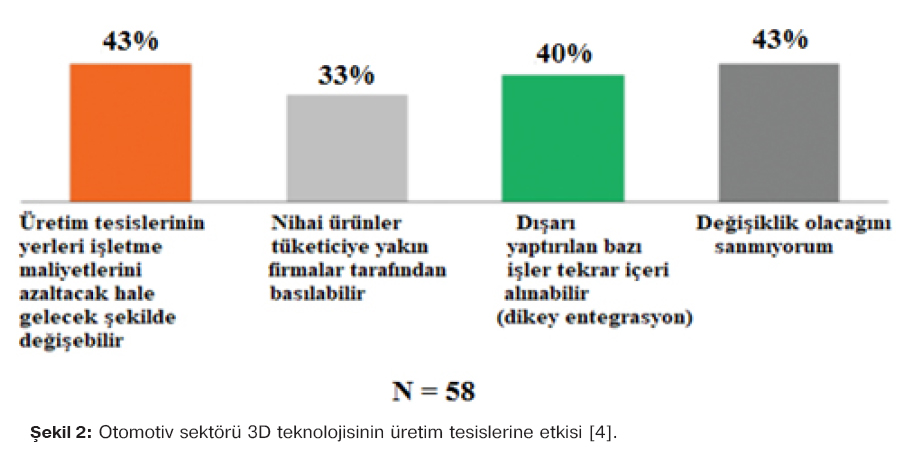
Sektördeki şirketler, 3BB teknolojisinin uygulanmasına yönelik temel kısıtlar olarak %43 ile yüksek maliyeti ve %35 ile teknik bilgi ve deneyim eksikliğini öne çıkarmıştır [10-12]. 3Boyutlu Katmanlı üretim uygulamaları ile otomotiv sektöründe üretim tesislerinin yapısının değişeceğine (%48) ve lojistik, ulaşım ve stok maliyetlerinin azalacağına (%13) dair beklentiler bulunmaktadır. Lojistik, ulaşım ve stok maliyetlerindeki azalmaya yönelik beklenti, otomotiv sektöründe diğer sektörlere göre çok daha belirgindir. Ek olarak firmalar teknolojinin yeni bir bakım ve yedek parça yaklaşımını geliştirmede etkili olmasını (%10), beklemektedir. Otomotiv sanayi için düşük adetlerle parça üretimi de kolay ve hızlı bir şekilde gerçekleşeceği için bu tip özel parçaların fiyatlarında ucuzlama beklenmektedir [9-12]. Otomotiv şirketleri, 3D katmalı teknolojinin seri üretimde kullanılacağına dair en yüksek beklentisi olan sektördür. Otomotiv sektöründeki şirketlerin 3D teknolojisinden beklediği faydalar değerlendirildiğinde %32 oranı ile ürünlerin daha hızlı ve etkin şekilde tasarlanabileceği, dolayısıyla prototip uygulamasında da gelişme kaydedileceği öngörülmektedir. Otomotiv sektöründeki şirketlerin 3D teknolojisinden beklediği faydalar değerlendirildiğinde %32 oranı ile ürünlerin daha hızlı ve etkin şekilde tasarlanabileceği, dolayısıyla prototip uygulamasında da gelişme kaydedileceği öngörülmektedir [10,11]. Yeni ürünler için prototip üretimi, teknolojiyi test eden ve aktif olarak kullanan otomotiv firmaları için 3D katmanlı üretimin kullanımının temel amacıdır (Şekil 1).
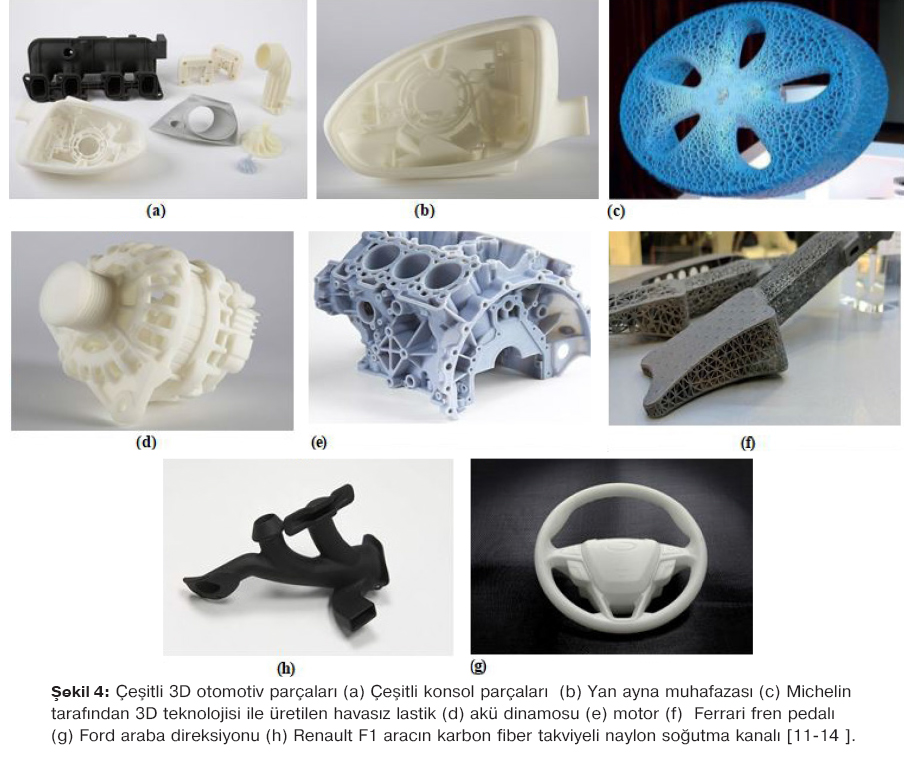
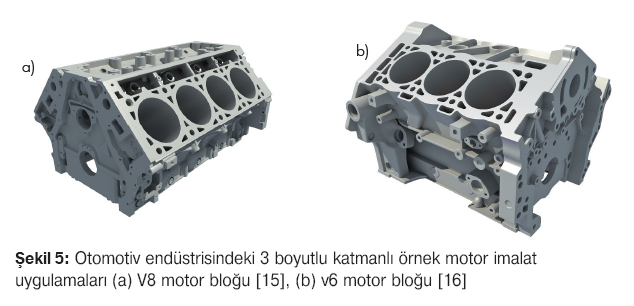
Şekil 3’de çeşitli uygulamalardaki 3 boyutlu yazıcı kullanım oranları verilmiştir. Otomotiv endüstrisinde son yıllarda 3D ile imalatı yapılan otomotiv parçaları örnekleri Şekil 4 ve Şekil 5’de verilmiştir.
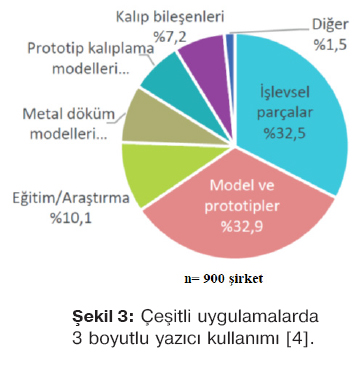 2016 yılında gerçekleştirilen EY Küresel 3 boyutlu baskı anketi 12 ülkeden 900 şirkette 3 boyutlu yazıcı konusunda mevcut uygulamalara ve muhtemel gelişmelere ilişkin bir anket yapılmıştır Ankete katılan şirketlerin faaliyet gösterdikleri sektörler otomotiv, savunma, havacılık, makine, elektronik, enerji tüketici ürünleri hizmetleridir. Anketin CATI tekniği ile yapılmış olması nedeniyle yanıt yüzdeleri toplamı %100’e eşit olmayabilmektedir [4].
2016 yılında gerçekleştirilen EY Küresel 3 boyutlu baskı anketi 12 ülkeden 900 şirkette 3 boyutlu yazıcı konusunda mevcut uygulamalara ve muhtemel gelişmelere ilişkin bir anket yapılmıştır Ankete katılan şirketlerin faaliyet gösterdikleri sektörler otomotiv, savunma, havacılık, makine, elektronik, enerji tüketici ürünleri hizmetleridir. Anketin CATI tekniği ile yapılmış olması nedeniyle yanıt yüzdeleri toplamı %100’e eşit olmayabilmektedir [4].
Şekil 3’deki sonuçlar, 3 boyutlu yazıcı kullanımının metal döküm modelleri, prototip kalıplama modelleri v.b. uygulamalarda kullanıldığını ortaya koymaktadır.
Otomotiv endüstrisindeki imalat adetleri genellikle çok yüksek olduğundan (yılda 100.000 parçadan fazla) katmanlı imalat, ağırlıklı olarak prototipleme çözümü olarak kullanılmaktadır. Endüstriyel yazıcıların boyutundaki iyileştirmeler, basabildikleri hız ve mevcut olan malzemeler, katmanlı imalatın artık birçok orta ölçekli imalat çalışması için, özellikle imalat sayılarını kısıtlayan üst düzey otomobil üreticileri için uygun bir seçenek olduğu anlamına gelmektedir. Katmanlı imalat teknolojisi, prototip üretmek için pahalı takımlar gerektirmediğinden maliyet açısından verimli, tasarım iyileştirmelerini hızlı bir şekilde yapılabilmektedir. 3 Boyutlu Katmanlı İmalat Teknolojisi, birçok tasarımın çok kısa sürede gerçeğe dönüşmesini sağlamaktadır. Karmaşık parçalar bu teknoloji ile tek seferde üretilebilmekte, ölçüsel kontroller için birçok kolaylık ve avantaj sağlamaktadır. 3Boyutlu Katmanlı İmalat, tasarımcılara model geliştirmelerinde özgürlük sağladığı gibi, ürün geliştirme projelerinin zaman planlarının kısaltılmasına, test maliyetlerinin düşürülmesine ve ürünlerin daha proje aşamasındayken sertifikasyon işlemlerinin tamamlanmasına yardımcı olmaktadır [9,14,19].
Motor pistonlarının seri üretimine başlanmadan önce taslak metal model dökümlerine gereksinim duyulmaktadır. Dökülen taslak metal model üzerinden Ar-Ge ve kalite kontrol departmanları gerekli değerlendirmeyi, ölçülendirmeyi yapmaya çalışmaktadır. Elde edilen verilere göre, bazen piston tasarımlarında, bazen da döküm kalıplarında revizyonuna ihtiyaç duyulabilmektedir. Bu durum; zaman, maliyet, işçilik, enerji kaybına neden olduğu bilinmektedir. Özellikle seri üretime başlanmadan önce taslak model üretimlerinin gerekli olduğu, otomotiv sektörüne parça üreten döküm sektöründe 3D yazıcıların kullanılması, geleneksel imalat yöntemlerine göre daha avantajlı olup, ekonomik bir tercih olacağı düşünülmektedir. 3D yazıcılar ile üretilen otomotiv parçaları modelleri üzerinden yapılan değişiklikler, tasarımın tamamına kısa zamanda yansıtılabilecektir. Katmanlı imalat tekniklerini kullanarak piston modeli imalatı uygulamalarına ilişkin patentlerin son yıllarda artması da dikkate alınarak, bu çalışmada metal döküm modeli olarak piston üretimi tercih edilmiştir.
2. Materyal ve Yöntem
Bu çalışmada; Sense 3D tarayıcı, RhinoCeros 3D arayüz programı ile motor pistonu tasarımları yapılmış, AnyCubik I3 Mega 3D yazıcıda PLA tipi filamentler kullanılarak 3 boyutlu katmanlı piston üretimleri gerçekleşmiştir. Çalışmada Kocaeli Üniversitesi Mimarlık ve Tasarım Fakültesi Laboratuvarı imkanları kullanılmıştır. Bu çalışmada Erimiş Malzeme Şekillendirme (FusedDepositionModelling – FDM) yöntemi kullanılarak 3 boyutlu katmalı üretimler yapılmıştır.
2.1. Filamentler
FDM teknolojisinde üç boyutlu yazıcının çalışma prensibi oldukça basittir. Nozzle adı verilen uçta plastik eritilerek dökülür ve tıpkı bir bina inşa eder gibi obje katman katman oluşturulur. Eritilerek dökülen bu plastik malzeme filament olarak adlandırılır.3D yazıcı filament türlerinden en çok tercih edilenler ABS ve PLA’dır [17]. ABS (Acrylonitrile Butadiene Styrene), mukavemeti yüksek ve petrol bazlı bir termoplastiktir. FDM teknolojisini kullanan ve tabla ısıtıcıya sahip bir 3D Yazıcı ABS baskı yapabilir [18].
ABS Filamentinin Temel Özellikleri
• Yüksek sertlik, dayanıklılık ve darbelere karşı direnç,
• Düşük esneklik,
• Aseton ile çözümlenebilir, yüzey işlemesi yapılabilir,
• Genellikle basım sıcaklığı 230°C – 250°C arasındadır,
• Soğuma esnasında çatlama sorunları ile karşılaşılabilir,
• Yatak sıcaklığı 80°C – 120°C arasında olmalıdır,
• PLA’ya göre basımı zordur,
ABS Filamentinin Kullanım Alanları
ABS, mukavemeti yüksek bir malzeme olduğu için işlevsel 3D modellerin dayanıklı ve sağlam olması nedeniyle mühendislik alanında prototip amaçlı 3D modeller, arabalar, elektrik ekipmanları uygulamalarında tercih edilebilmektedir. Ancak ABS, özellikle sıcak yiyecekler ve içecekler ile temas halinde olmamalıdır.
PLA Filamenti
PLA (PolylacticAcid), mısır nişastası ve şeker kamışından üretilen organik bir biyopolimer ve termoplastiktir. Bu nedenle, insan sağlığına zararlı değildir. ABS ile kıyaslandığında daha parlak bir görüntüye sahiptir. FDM teknolojisini kullanan bir 3D Yazıcı PLA baskı yapabilir.
PLA Filamentinin Temel Özellikleri
• ABS’ye göre basımı oldukça kolaydır.
• Sert bir yapıya sahiptir. Dayanıklı ve darbelere karşı dirençlidir.
• Hafif esnekliğe sahiptir, ancak kırılgandır.
• Aseton ile çözümlenmesi zordur.
• Basım sıcaklığı genellikle 190°C – 220°C arasındadır.
• Soğuma esnasında çatlama sorunları ile karşılaşılmaz.
• Yatak sıcaklığı 50°C – 70°C arasında önerilmektedir.
• Bir kere ayarlanmış sıcaklık, yatak kalibrasyonu ve üretim hızı ile sorunsuz basım yapılabilir.
PLA Filamentinin Kullanım Alanları
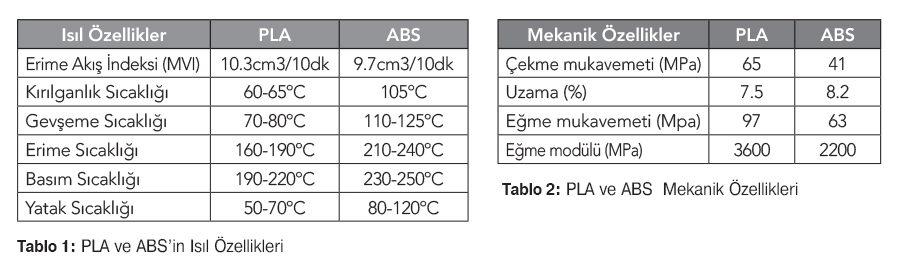
PLA daha parlak bir görüntüye sahip olduğu için göze hitap eden alanlarda ve sağlığa zararlı olmadığı için insan vücudu ile temas halinde olabilecek yerlerde kullanılmaktadır (oyuncaklar, mimari ölçek modeller, mutfak gereçleri, kurabiye kalıpları, saklama kapları vb). PLA ve ABS’in Isıl Özellikleri ve Mekanik Özellikleri Tablo 1 ve Tablo 2’de verilmiştir. Polimer malzemeler ile üretimlerde genellikle bir koku hissedilmektedir. Bu koku, kullanılan malzemeye ve basım sıcaklığına göre değişmektedir. Bu plastik kokusu rahatsız edebilir. Bu nedenle, mümkün olduğunca PLA ve PLA tabanlı filamentler kullanılmalıdır [18-20].
 2.2. Üç Boyutlu Tarayıcı
2.2. Üç Boyutlu Tarayıcı
Çalışmada yüksek çözünürlüklü Sense 3D tipi bir tarayıcı kullanılmıştır (Şekil 6). Sense tarayıcı ile taranan piston, bilgisayarda RhinoCeros programı ile 3 boyutlu hale çevrilerek, gerekli tasarımsal değişiklikler, düzeltmeler de yapılarak AnyCubik I3 Mega tipi bir 3 boyutlu yazıcıda üretilmiştir.
2.3. Üç Boyutlu Tasarım Çalışmaları
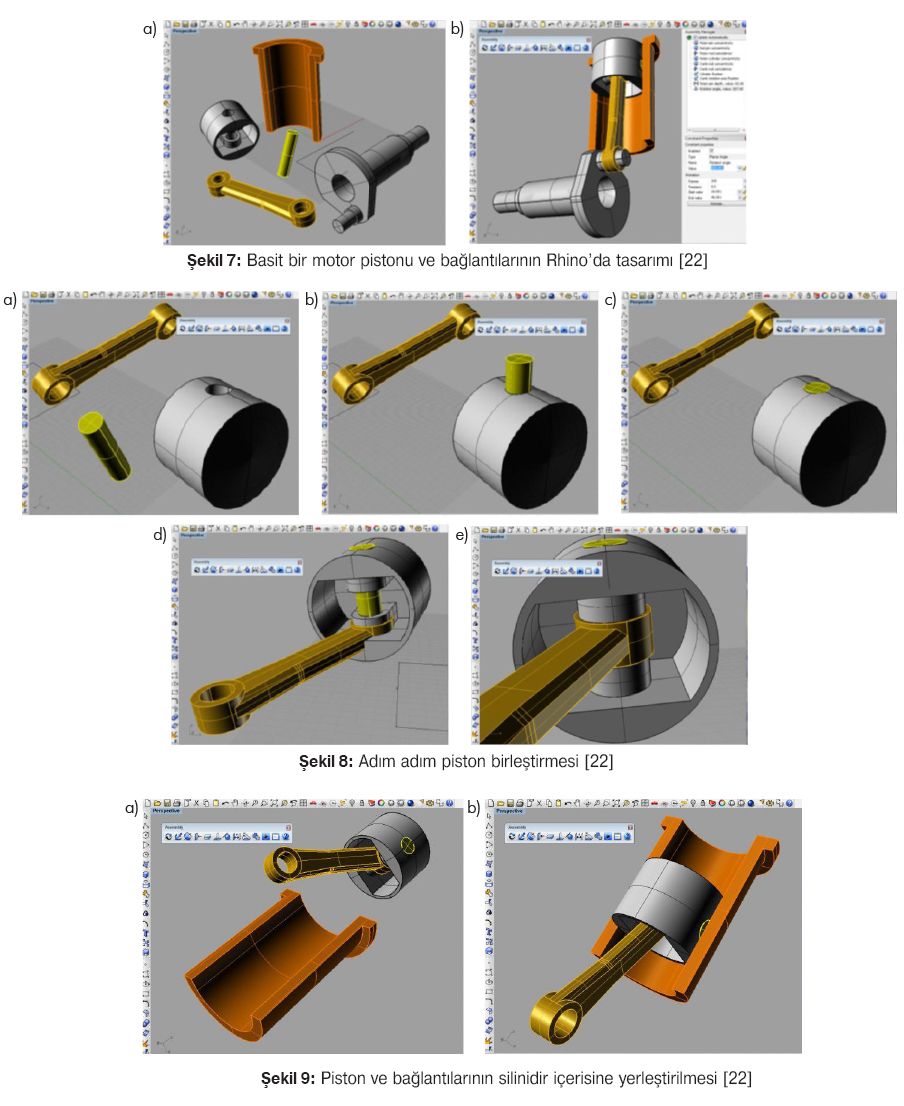
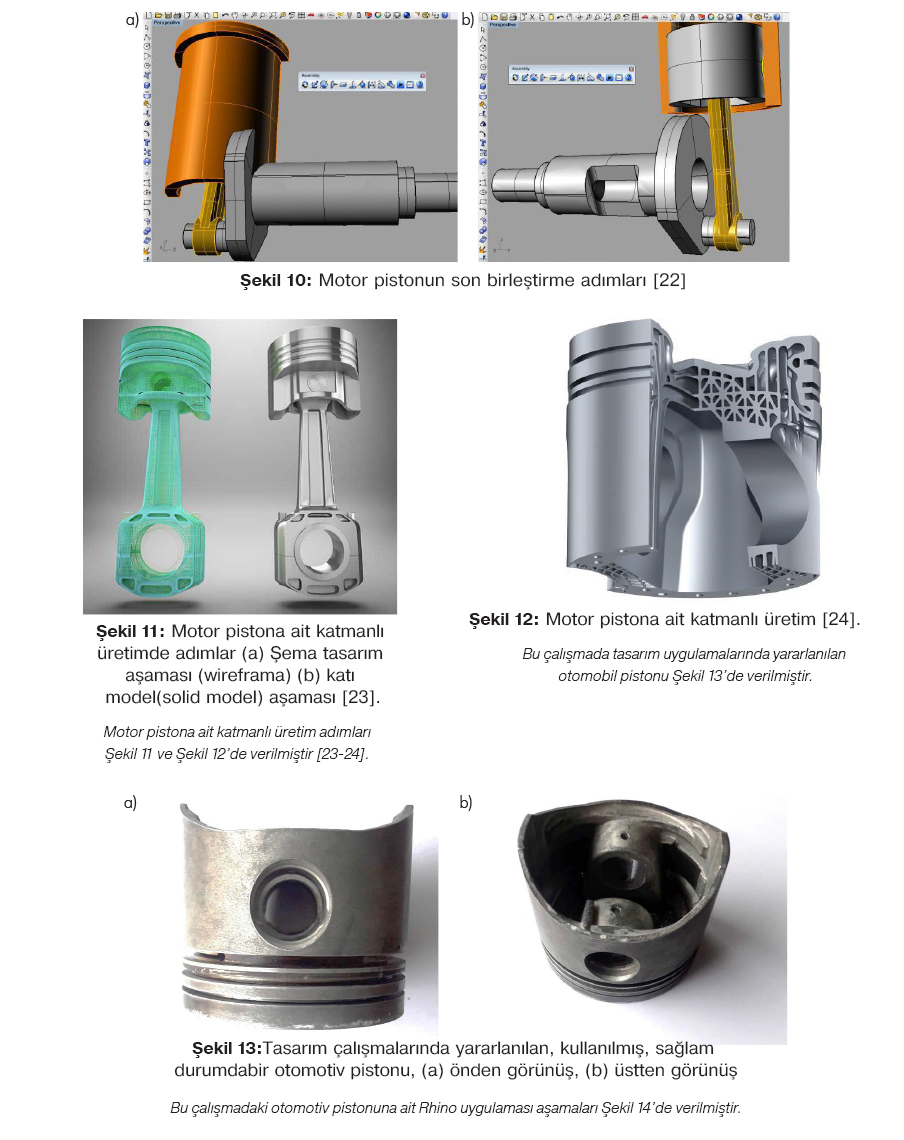
Çalışmada RhinoCeros 3D arayüz programı kullanılmıştır. RhinoCeros 3D, özellikle sanayi için 3B modelleme ve prototipleme için tasarlanmış bir CAD/ CAM yazılımı olup,3B prototipleme için son derece uygundur. RhinoCeros 3d genellikle endüstri tasarımı, mimarlık, deniz araçları tasarımı, takı tasarımı, otomotiv tasarımı, CAD/CAM, seri üretim, tersine mühendislik ve multimedya ve grafik tasarım alanlarında yaygın olarak kullanılmaktadır. 1990’lı yılların ortalarında AutoCAD programı için eklenti olarak piyasaya sürülen RhinoCeros, AutoCAD benzeri arayüzü ile diğer pek çok 3 boyutlu çizim programından ayrılmaktadır.RhinoCeros ile hem ölçekli olarak çizim yapabilmek hem de bu çizimler üzerinden ölçü alabilmek mümkündür. RhinoWorkseklentisi ile Solidworks benzeri bir arayüzde çalışabilir. RhinoCeros, AutoCAD eklentisi olarak çıkması sayesinde AutoCAD’de bulunan pek çok özelliği ve komutu içinde barındırmaktadır. Şekil 7-Şekil 10’da bir motor pistonu ve bağlantılarının RhinoCeros programı ile tasarım aşamaları verilmiştir [22].

3. Sonuçlar
Motor pistonlarının seri üretimine başlanmadan önce taslak metal model dökümlerine gereksinim duyulmaktadır. Kalıp, dökümün hemen başında sıcaklık açısından rejimde olmadığında, dökülen parçaların boşluklu, eksik çıkması v.b. nedenlerden dolayı fire olarak ayrılmaktadır.
Sağlam dökülen taslak metal model üzerinden Ar-Ge ve kalite kontrol departmanları gerekli değerlendirmeyi, ölçülendirmeyi yapmaya çalışmaktadır. Elde edilen verilere göre, bazen piston tasarımlarında, bazen da döküm kalıplarında revizyonuna ihtiyaç duyulabilmektedir. Bu durum; zaman, maliyet, işçilik, enerji kaybına neden olduğu bilinmektedir. Özellikle seri üretime başlanmadan önce taslak model üretimlerinin gerekli olduğu, otomotiv sektörüne parça üreten döküm sektöründe 3D yazıcıların kullanılmasının ekonomik bir tercih olacağı düşünülmektedir. 3D yazıcılar ile üretilen otomotiv parçaları modelleri üzerinden yapılacak değişiklikler, tasarımın tamamına kısa zamanda yansıtılabilecektir. Çalışmada motor pistonunu modeli PLA tipi bir filament ile 3 boyutlu katmanlı imalat ile gerçekleştirilmiştir. Bunun pistonların döküm ile seri üretimi yapılmadan önce gereksinimi duyulan hızlı model üretimlerinde farklı bir yaklaşım olacağı düşünülmektedir.
3D teknikleri kullanılarak elde edilen tasarımlarla, otomotiv sektöründe kullanılan parçaların kalitesinin veya parça verimliliğin arttırılması, gerektiğinde istenen sayıda yeniden üretimlerinin yapılması ve geliştirmesi mümkündür. Sadece geçmiş dönemde ve halen üretilmekte olan modeller için değil, çok eski dönemlerde üretilmiş araçlarda ihtiyaç duyulan bazı önemli parçaların da düşük adetlerle hatta tek olarak üretiminin de katmanlı üretim ile önü açılmıştır.
Dördüncü Sanayi Devrimi (Sanayi 4.0) kavramı ile otomotiv sanayindeki üretimdeki kaçınılmaz değişimin bir aşaması da dijitalleşme olmuştur. 3D teknoloji ve uygulamaları ile Dördüncü Sanayi Devrimi birbirini tamamlamaktadır. “Akıllı üretim” olarak adlandırılan 3 Boyutlu Katmanlı Baskı, otomotiv endüstrisinde üretime esneklik, verimlilik ve yenilik fırsatları getirmiştir. İleriki yıllarda katmanlı imalatın otomotiv sektöründe bazı parçaların model üretiminde tasarım sürecini kısaltması beklenebilir. Doğrudan 3D dijital imalat, bilgisayar ortamında parça, aparat ve fikstür için 3 boyutlu tasarlanmış katı modelin, kalıp veya bir ara üretim basamağına ihtiyaç duymadan, doğrudan üretilmesi ve kullanılmasını mümkün kılmaktadır. Hızlı prototipleme teknolojilerindeki gelişmeler ve bilinirliğinin artması, önümüzdeki yıllarda geometrisi karmaşık parçaların modellerinin üretilmesinde, 3D uygulamaları fırsatlar sunması beklenebilir.
3D katmanlı üretim, otomotiv sektöründe özellikle az sayıda üretimi yapılacak olan modeller için ekonomik bir tercih olabilecektir. Eğer parça doğrudan hızlı prototipleme makinalarından üretildiği gibi kullanılabilecek ise, tasarım ve üretim maliyeti ihmal edilecek kadar düşük çıkabilecektir. Ürün geliştirme sürecindeki değişiklikler çok kolay ve kısa sürede olabileceğinden, düşük maliyetler ile çalışılabilecektir.
Tersine Mühendislik (Reverse Engineering) ile karmaşık ve özgün tasarımların modellerinin elde edilmesi mümkün olabilecektir. Taslaklar üzerinden yapılan değişiklikler tasarımın tümüne hızla yansıtılabilecektir. 3D dijital tasarımlar, Kıyaslamaya (Benchmarking) uygun olduğundan otomotiv endüstrisinde verimliliği, üretimi, karlılığı ve kaliteyi artırmak mümkün olacaktır.
Bu çalışmada otomotiv parçalarına ait modellerin, prototiplerinin, 3 boyutlu katmalı üretiminin mümkün olabileceği görülmüştür. Henüz yeterli çalışma yapılmaması nedeniyle 3 boyut ile yazılma durumunda hangi üretim rakamlarda avantajlı hale geleceği hususu literatürde tespit edilememiştir.
4. Kaynaklar
1. DilberogluU.,Gharehpapagh B.,YamanU.,,DolenM.,The role of additive manufacturing in the era of Industry 4.0, 27th International Conference on Flexible Automation and Intelligent Manufacturing, FAIM2017, Procedia Manufacturing,27-30 June 2017, 11 (2017) 545 – 554
2. 3D Printing: The Next Revolution in Industrial Manufacturing,New research from upsand the consumer technology association(CTA)
3. KPMG Otomotiv Sektörel Bakış Raporu, 2018.
4. Üretimde Paradigma Değişikliği Artırımsal Üretim Üç Boyutlu Yazıcılar T.C.Cumhurbaşkanlığı Strateji ve Bütçe Başkanı Sektörler ve Kamu Yatırımları Genel Müdürlüğü İmalat Sanayii Daire Başkanlığı Yayın No: 0007 ISBN NO: 978-605-7519-55-9,Temmuz 2019.
5.ICHIDA Y.,IFEAMA, Current Status of 3D Printer Use among Automotive Suppliers: Can 3D Printed-parts Replace Cast Parts.SPSCP IFEAMA.Vol.5 pp.69-82 2014.
6. 3D Printing: a threatto global trade, Economicand Financial Analysis, Global Economics Technology September 2017.
7. Osama A.,Recent Trends in Design and Additive Manufacturing. Additivemanufacturing: Challenges ,trends, andapplications, Research Article Advances in Mechanical Engineering 2019, Vol. 11(2) 1–27 2019. DOI: 10.1177/1687814018822880 journals.sagepub.com/home/ade.
8. Adefemi A., Rasheedat M., Esther T., Akinlabi M., OwolabiG.,Materiali in Tehnologije/materials and technologyISSN 1580-2949mtaec9, 51(5)709(2017).
9. STM Mühendislik Teknoloji Danışmanlık,Katmanlı İmalat Teknolojileri Raporu, 2016.
10. www.epma.com/am., European Powder Metallurgy Association (EPMA) Introduction to Additive manufacturing Technology.
11. Leering R., 3D printing: a threat to global trade. Economicand Financial Analysis Global Economics Technology, September 2017.
12. Wohlers Report: 3D Printing and Additive Manufacturing State of the Industry, Annual Worldwide Progress Report, 2017.
11.https://3dprintingindustry.com.
12.https://www.prodways.com/en/industrial_segment/automotive.
13. https://www.digitalengineering247.com/article/automakers-to-increase-use-of-3d printing
14. https://www.carbodydesign.com/gallery/2015/11/ford-design-and-3d-printing/20/
[15].https://www.turbosquid.com/3d-models/3d-model-v8-engine-block-1341905.
[16]. https://www.cgtrader.com/3d-models/car/standard/v6-engine-block
17. www.artıboyut.com3D Yazıcı Filament Özellikleri.
18. Wenjie L., Jianping Z., Yuming M., JieW.,Jie X.,ICMSE IOP Publishing IOP Conf. Series: 012033 Fabrication of PLA Filaments and its Printable Performance Materials Science and Engineering doi:10.1088/1757-899X/275/1/012033, 275 (2017).
19. Adrian R., JuanC.,Camacho A.,TheInfluence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufacturedby FDM: A Comparative Analysis, 1 August 2018
20. Giang K.,PLA vs. ABS: What’s the difference? https://www.3dhubs.com/knowledge-base/pla-vs-abs-whats-difference.
21. https://www.matterhackers.com/store/printer-accessories/3d-systems-sense-scanner.
22. Ushakov D.,Howto Express Design Intent in Rhino 3D Part I. Assembly Design and Kinematic Simulation, November’2009. www.ledas.com.
23. DeniseD., Additive Manufacturing (or 3D Printing) DSPJournal October-December 2015
24. Michigan N., India ground vehicle systems engineering and technology symposium power&mobility (P&M) Technical SessionAugust7-9, 2018.
25. ZhenS., AnycubicTechnologyCo., LtdAnycubıc i3 Mega Quick Start Guide www.anycubic3d.com.