



Gökhan TAŞÇI, Muzaffer ZEREN
Kocaeli Üniversitesi Metalurji ve Malzeme Mühendisliği Bölümü 41380 Kocaeli
gokhantsc@hotmail.com , zeren@kocaeli.edu.tr
ÖZET
Polimer grubu içerisinde yer alan termoplastikler geri dönüştürülebilir malzemelerdir. Ancak termoplastikler geri dönüşüm işlemi sonrasında mekanik özelliklerinde kayıp meydana gelebilir. Kaybedilen mekanik özellikleri geri kazanmak veya farklı özellikler kazandırmak için takviye malzemeleri kullanılır. Bu çalışmada geri dönüştürülmüş polipropilen( RPP ) matris olarak seçilmiş olup, cam fiber( GF ), saf demir tozu ve manyetit cevheriyle ayrı ayrı takviye edilerek mekanik ve termal özelliklerindeki değişimler gözlenmiştir.
Anahtar kelimeler: Polipropilen, Kompozit, Ekstrüzyon
ABSTRACT
The thermoplastic, among the polymer groups, are recyclable materials. However, thermoplastics may loose their mechanical properties after recycling. Reinforcing materials are used to recover the lost mechanical properties or to impart different properties. In this study, the recycled polypropylene( RPP ) matrix was selected and then reinforced separately with glass fiber( GF ), pure iron powder and magnetite ore, and their mechanical and thermal properties were investigated.
Keywords: Polypropylene, Composite, Extrusion
1-Giriş
Geniş anlamda 'kompozit' kelimesi; iki veya daha fazla farklı parçadan imal edilmiş anlamına gelir.[1] Polimer işleme yöntemlerinden ve kompozit üretim yöntemlerinde en çok kullanılan işlem ekstrüzyon işlemidir. Ekstrüzyon işlemi; yüksek verimlilikte sürekli olarak oluşturulmuş polimer parçalarını temin eder.[2] Performans gereksinimleri gereği metal yerine muadil malzeme olarak cam elyaf takviyeli termoplastik kompozitler tercih edilen malzeme haline gelmiştir.[3] Cam elyaf takviyeli polimerler; polimer matrisli kompozitlerin en büyük sınıfını temsil etmektedir.[4] Polipropilen (PP): en çok kullanılan termoplastiklerden biridir ve cam elyaf takviyeli kompozitlerin üretimi için matris olarak mükemmel performans ve maliyet avantajı sunar.[5] Cam elyaflar; iyi mekanik ve diğer fiziksel özelliklerinden dolayı birçok yapısal uygulamada fiber takviyeli kompozitler için takviye malzemesi olarak yaygın şekilde kullanılmaktadır.[6] Cam elyaf takviyeli polimerlerin boyutsal kararlılığı her zaman cam elyaf takviye edilmemiş malzemelerin boyutsal kararlılığından üstündür.[7] Yüksek nem direnci ve kimyasal kararlılık gerektiren elektrik uygulamalarında yaygın olarak kullanılırlar. [8] Ayrıca havacılık, otomotiv, deniz ve spor malzemelerinde yaygın olarak kullanılmaktadır.[9] Genel olarak PP ve GF ara yüzeyindeki yapışmayı ve uyumu sağlamak için kimyasal bağlantı ajanları kullanılır. Bu kimyasal bağlantı ajanlarıyla birlikte mekanik özelliklerde de artış gözlenir.[10] Cam elyaf yüzeyinde kimyasal işlemler veya hidrofilik elyaflar ve hidrofobik polimerler arasındaki uyumsuzluğu gidermek için en yaygın olarak kullanılan kimyasal bağlantı ajanı maleik anhidrid’ tir.[11] Talk, silika, CaCO3, BaSO4 ve Mg(OH)2 gibi inorganik dolgu maddeleri; PP karışımlarında takviye edici malzemeler olarak kullanılırlar. Bu sayede çekme mukavemeti, Young ve eğilme modülleri iyileşir. Son yıllarda, pul pul veya katmanlı nanokiller, nano CaCO3 ve nano silika gibi ince dağılan nano dolgu içeren PP matrisli nano kompozit karışımlar büyük ilgi görmüştür. [12,13]
2-Mekanizmalar
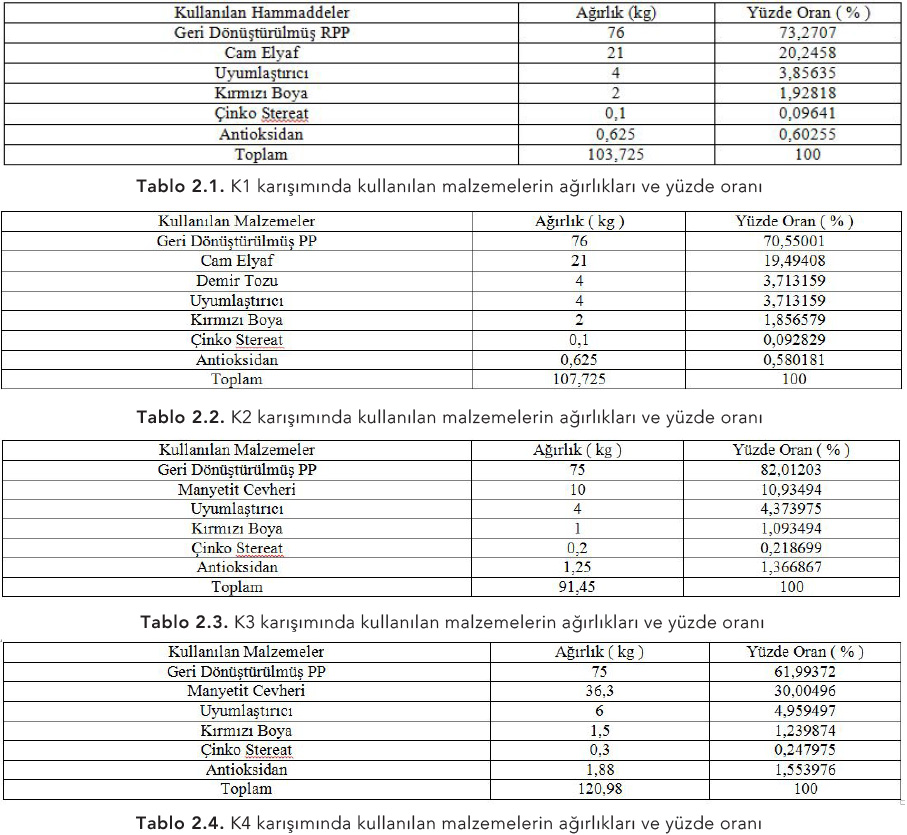
Bu çalışmada kullanılan PP, RPP, %20 GF takviyeli RPP matrisli ( K1 ), %20 GF+%3,7 Demir Tozu takviyeli RPP matrisli ( K2 ), %10,9 Manyetit Cevheri takviyeli RPP matrisli ( K3 ), % 30 Manyetit Cevheri takviyeli RPP matrisli ( K4 ) karışımlarına ait numunelerin termal ve mekanik testleri yapılmıştır. K1, K2, K3 ve K4 karışımlarında kullanılan katkı malzemeleri ve kullanım miktarları aşağıdaki tablolarda gösterilmiştir.
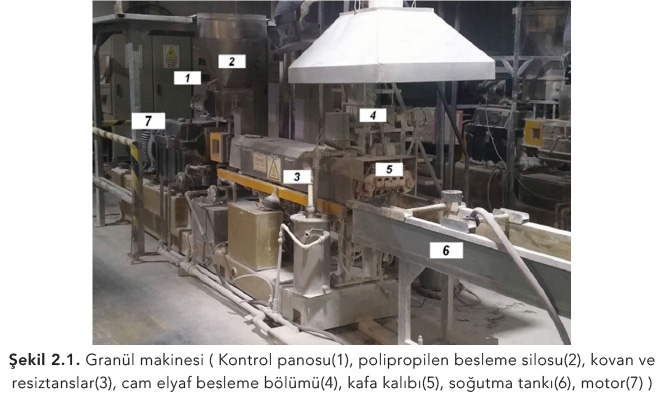
Geri dönüştürülmüş polipropilen, boya, çinkostereat(dış kayganlaştırıcı), uyumlaştırıcı ( maleik anhidrit graft edilmiş polipropilen ), antioksidan, demir tozu( su atomize yolu ile elde edilmiş, ortalama partikül boyut dağılımı 10 µm) ve manyetit cevheri(ortalama partikül boyut dağılımı 50 µm) gibi katkılar reçeteye uygun bir şekilde tartılıp miksere eklendikten 15 dakika süreyle karıştırılmıştır.Cam fiber( E tipi,silan kaplı, 4-4.5 mm uzunluğunda ) beslemesi; sürekli dönen vidadan dolayı meydana gelecek deformasyonu azaltmak ve cam fiberlerin formunu korumak için kovanın orta bölümüne yakın yerden yapılmaktadır. Granül hale getirme işlemi tüm reçeteler için 190 0C-235 0C sıcaklıkları arasında çift vidalı, yandan GF beslemeli ekstrüderde gerçekleştirilmiştir.
Granüller kesicide kesildikten sonra emiciler yardımıyla çuvallara konulmuştur. Her deneme numunesine ait granüller 90 dakika boyunca 60 0C sıcaklıkta kurutularak, nem uzaklaştırılmıştır.
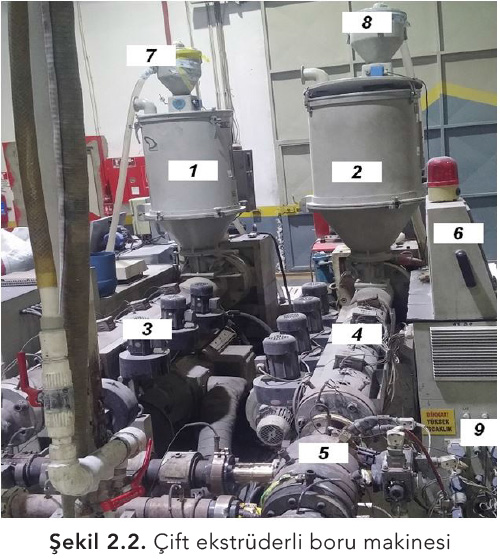
Çift ekstrüderli boru makinesi ile iç ve dış katmanı saf PP’den, orta katmanı takviyeli RPP’ den oluşan boru elde etmek mümkündür. Makinenin çalışma prensibi; öncelikle Şekil 2.2. (7 ve 8) ile gösterilen emiciler sayesinde Şekil 2.2. (2) siloya cam elyaf takviyeli polipropilen granülleri eklenir. Aynı şekilde Şekil 2.2. (1) ile gösterilen siloya saf polipropilen granülleri eklenir. Daha sonra Şekil 2.2. (6) da gösterilen kontrol panelinden sıcaklıklar kontrol edilir. Eğer sıcaklıklarda herhangi bir problem varsa Şekil 2.2. (9) da gösterilen rezistans fişleri ve termokupl’ lar kontrol edilerek sorun giderilir. Daha sonra her iki ekstrüdere de yavaş yavaş devir verilerek çalışma devrine kadar çıkılır. Şekil 2.2. (3) ve Şekil 2.2. (4) ile gösterilen rezistanslarla çevrili kovan boyunca eriyen polimer Şekil 2.2. (5) ile gösterilen 3 katmanlı boru kafasına gelerek istenilen son çapa yakın ölçülere sahip kalibreden geçerek vakum tankına girer.
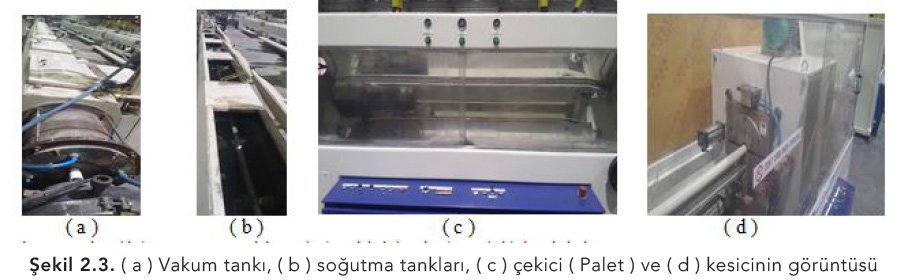
Şekil 2.3. (a) vakum tankına giren boru vakum sayesinde yuvarlak şeklini alır ve soğumaya başlar. Daha sonra Şekil 2.3. (b) de gösterilen soğutma tanklarından geçerek soğuma işlemi devam eder. 45 metre hat boyunca soğutulan boru kesici yardımıyla istenilen uzunlukta kesilir. Kesiciden istenilen uzunlukta kesilen boru; paketleme tezgahına düşürülür ve uygun görülen standartlarda paketlenir.
Eriyik Akış Testi( MFR ) Sonuçları
Hammadde ve karışımların; 230 0C sıcaklıkta, 2,16 kg standart ağırlıkla gerçekleştirilen MFR analizi Tablo 2.5. de verilmiştir.
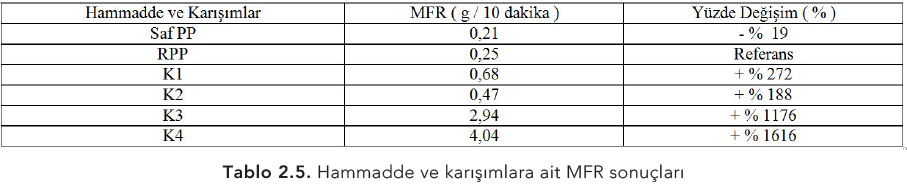
MFR analizi sonucunda hammaddelerin ve karışımların 10 dakika boyunca eriyen ağırlığı saptanmıştır. Hazırlanan karışımlarda; geri dönüştürülmüş polipropilen matris olarak seçildiği için RPP’ ye ait değerler referans değerler olarak seçilmiş olup buna göre diğer malzemelerdeki değişimler yorumlanmıştır. Bu sonuçlara göre RPP’ye eklenen cam fiber ve manyetit cevheri akışkanlığı arttırmıştır. K2 karışımda yani % 20 cam fiberli yapıya % 3,7 oranında demir tozu katılması akışkanlığı azaltmıştır. Yüksek akışkanlık değerleri daha düşük çalışma sıcaklıklarına olanak sağlayıp enerji tasarrufuna katkı sağlayabilir. Ayrıca enjeksiyonla üretim yapıldığında daha düşük basınçlarda nihai ürün elde etmek mümkündür.
Çekme Testi Sonuçları
Hammadde ve hazırlanan karışımlara ait beşer adet numunelerin 25 mm/dk hızda gerçekleştirilen çekme testi sonuçlarının ortalaması Tablo 2.6. de verilmiştir.

Hazırlanan karışımlarda; geri dönüştürülmüş polipropilen matris olarak seçildiği için RPP’ ye ait değerler referans değerler olarak seçilmiş olup buna göre diğer malzemelerdeki değişimler yorumlanmıştır. En yüksek akma mukavemetini K1 karışımı, en yüksek kopma mukavemeti ve % Kopma uzamasını K3 numunesi göstermiştir.
SEM Analiz Sonuçları
Saf PP, RPP, K1, K2, K3 ve K4 karışımıyla hazırlanan çekme testi numunelerinin çekme testi sonucunda gerçekleşen kırılma yüzeyleri SEM de incelenmiştir.
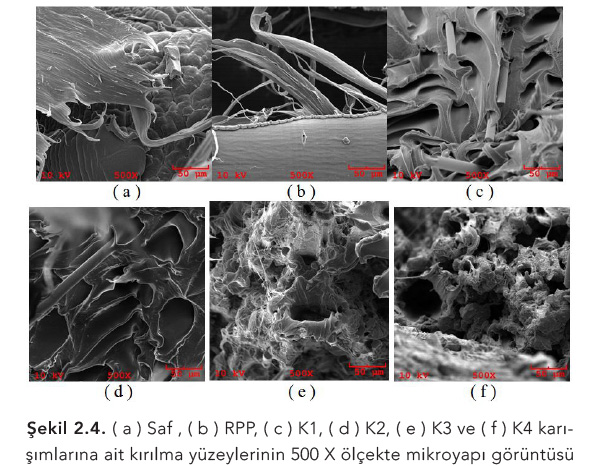
Mikroyapı analizinde de görüleceği üzere Saf PP kenar kısımlarından uzayarak sünek bir kırılma davranışı göstermiştir. RPP, Saf PP’ ye benzer şekilde kenar kısımlarından uzayarak sünek bir kırılma davranışı göstermiştir.
K1 karışımı ile hazırlanan numunelerin kopma yüzeyleri incelendiğinde cam fiberler yer yer matristen sıyrılmıştır. Bu durum matrisle takviye malzemesi olan cam fiberin tam olarak uyum sağlamadığının göstergesidir. Bu zayıf yapışma durumu mekanik özellikleri negatif yönde etkilemektedir. Kullanılan uyumlaştırıcı çeşidi değiştirilerek veya kullanılan uyumlaştırıcı miktarı arttırılarak yapışma miktarı arttırabilir ve mekanik özelliklerde iyileşme elde edilebilir.
K2 karışımı ile hazırlanan numunelerin kopma yüzeyleri incelendiğinde K1 karışımına ait mikroyapıya benzer sonuçlar göstermiş olup fiberler zayıf yapışma göstererek matristen sıyrılmıştır. Bu karışım içinde uyumlaştırıcı çeşidi veya kullanılan uyumlaştırıcının miktarı arttırılarak matris ve cam fiber arasındaki uyum geliştirilebilir, dolayısıyla mekanik özelliklerde de artış sağlanmış olur.
K3 karışımına ait numunelerin mikroyapısı incelendiğinde gözlenen boşluklar daha önce manyetitin bulunduğu ve çekme testi sonucu gerçekleşen kopmada dolayı matristen sıyrıldığı ve bu yüzden gözeneklerin oluştuğu düşünülmektedir. Buradan çıkarılan sonuç manyetit ile matris arasındaki yapışmanın zayıf olduğudur. Fakat bu çalışmada proses şartlarındaki kolaylık ve maliyet ön planda tutulduğu için manyetit cevherine herhangi bir yüzey modifikasyonu gerçekleştirilmemiştir. Buradaki amaç; temin edilen manyetit cevherinin var olan prosesin akışını bozmadan ve maliyeti arttırıcı yüzey işleme teknikleri kullanılmadan direk üretime geçildiğinde ne gibi sonuçlar alınacağı yönündedir. Bu sebeple manyetit cevherine yapılacak yüzey modifikasyonu, uyumlaştırıcı çeşidinin değiştirilmesi ve/veya uyumlaştırıcı miktarı arttırılarak matris ile takviye malzemesi olan manyetit cevheri arasındaki uyum geliştirilebilir aynı zamanda mekanik özelliklerde daha fazla artış beklenebilir.
K4 karışımına ait kırılma yüzeylerinde boşluklu yapı miktarı artmıştır. Artan manyetit oranın uyumsuzluğu arttırdığı görünmektedir. Bu durum çekme testi sonuçlarıyla da birbirini destekler nitelikte ve mekanik özelliklerdeki düşüşün sebebini açıklar durumdadır.
Boru Basınç Testi
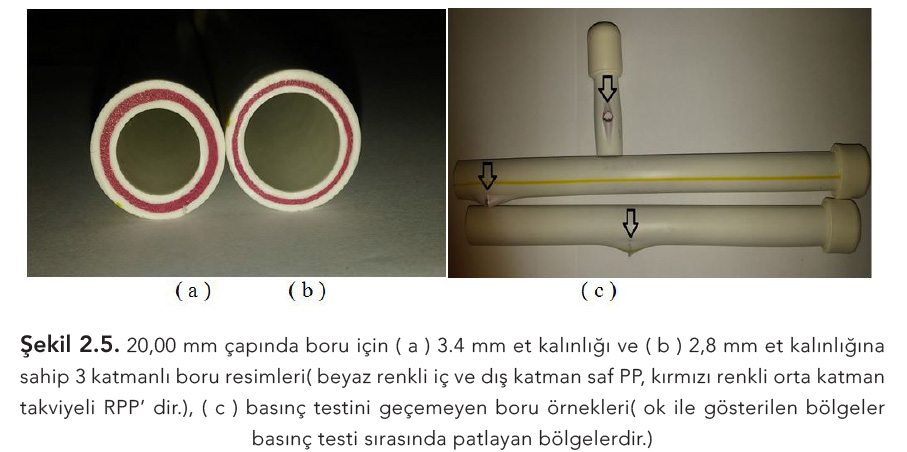
Bu çalışmada K1, K2, K3 ve K4 karışımları ile hazırlanan 3 katmanlı borular farklı et kalınlıklarında üretilerek hem kendi basınç testi sınıfında hem de bir üst sınıfta basınç testine tabi tutulmuşlardır. 3 katmanlı boruların dış ve iç katmanı saf PP, orta katmanı ise takviyeli RPP’ den meydana gelmektedir. 20,00 mm çapında cam elyaf takviyeli borular için TS EN ISO 157-2 standardına göre olması gereken minimum et kalınlıkları değerleri Tablo 2.7. de verilmiştir. Farklı et kalınlıklarına sahip 20,00 mm çapındaki cam elyaf takviyeli 3 katmanlı boruların görüntüsü Şekil 2.5. ( a ) ve ( b ) de gösterilmiştir.

Boru çapı ve et kalınlıklarından yola çıkarak EN ISO 1167-1 ve TS EN ISO 1167-2 standardına göre borular sıcak ve soğuk su basınç testine tabi tutulur. 1000 saat sonunda patlamadan gerçekleşen test, başarılı olarak sayılır. Basınç testinde başarısız olan boru örnekleri Şekil 2.5. ( c ) de gösterilmiştir.
K1 karışımı ile hazırlanan borular seri üretimde sık aralıklarla test edilip tümü kendi sınıfındaki basınç testlerini geçtiği için ve bir üst sınıftaki basınç testlerinden başarısız olduğu bilindiği için basınç testi uygulanmamıştır.
K2 karışımı ile 3 farklı et kalınlığında boru üretimi gerçekleştirilmiştir. K2 karışımı ile hazırlanan 3 katmanlı boruların et kalınlıkları ve uygulanan basınç testleri Tablo 2.8. de gösterilmiştir.

K2 karışımı ile öncelikle 20,00 mm çapında 3,9 mm et kalınlığında 3 katmanlı boru üretilip S : 2 sınıfı basınç testine tabi tutulmuştur. Standartları göre S : 2 sınıfı 20,00 mm çapa sahip boruların et kalınlıkları minimum 4,1 mm et kalınlığına sahip olmalıdır. K2 karışımı ile hazırlanan 3,9 mm et kalınlığına sahip 3 katmanlı boru; 0,2 mm daha düşük et kalınlığına sahip olduğu halde bir üst sınıf basınç testini başarıyla tamamlamıştır. Bu sonuç bize daha düşük et kalınlığında basınç testini geçmesinden dolayı hammadde maliyetinden kar edilebileceğimizi göstermektedir. K2 karışımı ile hazırlanan 20,00 mm çapında 3,9 mm et kalınlığındaki 3 katmanlı boruya uygulanan 1000 saatlik basınç testi aşamaları Tablo 2.9. de gösterilmiştir.

Ayrıca K2 karışımı ile 20,00 mm çapında 3,4 mm et kalınlığında 3 katmanlı boru üretilmiş olup kendi basınç testi sınıfındaki yani S : 2,5 basınç testini tabi tutulmuş olup testi başarıyla patlamadan geçmiştir. Son olarak 20,00 mm çapında 3,00 mm et kalınlığında 3 katmanlı boru üretilmiş olup bir üst sınıf olan S : 2,5 basınç testine tabi tutulmuştur ve soğuk su basınç testi aşamasını tamamlayamadan 3 numune patlayarak, test başarısızlıkla sonuçlanmıştır.
K3 karışımı ile 20,00 mm çapında 3,4 mm et kalınlığında 3 katmanlı boru üretilmiş olup kendi sınıfında( S : 2,5 ) ve bir üst sınıf olan S : 2 sınıfında boru basınç testine tabi tutulmuştur. K3 karışımı ile hazırlanan 3 katmanlı boruların et kalınlıkları ve uygulanan basınç testleri Tablo 2.10. de gösterilmiştir.

K3 karışımı ile hazırlanan 20,3 mm çapında 3,4 mm et kalınlığında 3 katmanlı borular S : 2 sınıfı basınç testinde soğuk su basınç testi aşamasında patlamış olup test başarısızlıkla sonuçlanmıştır. Ancak kendi sınıfı olan S : 2,5 sınıfı basınç testini başarıyla patlamadan tamamlamıştır. Bu sonuç bize cam elyaf takviyesine muadil olarak Manyetit cevheri kullanımının mümkün olabileceği sonucunu vermiştir. K3 karışımı ile hazırlanan 20,00 mm çapında 3,4 mm et kalınlığındaki 3 katmanlı boruya uygulanan 1000 saatlik basınç testi aşamaları Tablo 2.11. de verilmiştir.

K4 karışımı ile 20,00 mm çapında 3,4 mm et kalınlığında 3 katmanlı boru üretilmiş olup K4 karışımında bulunan yüksek miktardaki manyetit cevheri oranından dolayı kendi basınç grubunda teste tabi tutulmamış, bir üst sınıf olan S : 2 basınç sınıfı testi uygulanmıştır. Bu test soğuk su basınç testi aşamasında patlayarak başarısızlıkla sonuçlanmıştır. Yüksek manyetit miktarının bir üst sınıf basınç testi dayanımına etkisi olmadığı gözlenmiştir.
3-Sonuçlar
• RPP matris olarak seçilmiş olup % 20 cam fiber takviyeli, % 20 cam fiber + % 3,7 demir tozu takviyeli, % 10,9 ve % 30 manyetit cevheri takviyeli toplam 4 farklı kompozit üretilmiştir.
• Çekme testi sonucunda en yüksek çekme mukavemeti değerini gösteren % 20 GF takviyeli RPP matrisli kompozit olmuştur.
• En yüksek MFR değerini K4 kompozitinin sahip olduğu belirlenmiştir.
• SEM incelemesinde cam fiberler ve matristen sıyrılan takviye malzemeleri gözlenmiştir. İleriki çalışmalarda farklı oranlarda veya farklı uyumlaştırıcılar kullanarak matris ile takviye malzemeleri arasında ki uyum( yapışma ) geliştirilebilir.
• Tüm kompozit gruplarıyla 3 katmanlı boru üretilmiş olup K1, K2, K3 katkılı borular kendi basınç sınıfı testini başarıyla tamamlamıştır.
• Manyetit cevherinin fiyatı: 500 TL/ton ve cam fiber fiyatı: 5500 TL/ ton’ dur. % 10 manyetit takviyeli RPP matrisli borular, % 20 GF takviyeli RPP matrisli borulara benzer performans göstermiş olup maliyet-performans açısından değerlendirildiğinde cam fibere muadil cazip bir takviye malzemesi olduğu belirlenmiştir. ( 1 $ = 3,70 TL olarak sabitlenmiştir. )
Teşekkür
Bu çalışmada yardımlarından ve çalışma süresince katkılarından dolayı Sayın Adnan GECİR’e, fabrika ortamında gerçekleştirilen üretimlerin yapmasına olanak sağlayan, desteğini eksik etmeyen Sayın Naim KAHVECİOĞLU’ na teşekkür ederiz.
Referanslar
1- J.M. Berthelot, ‘ Composite Materials ’ , Springer, New York, USA, 1999
2- N. J . Chou, ‘ Characterization of Polymers ’ , Butterworth Heinemann, USA, 1994
3- E. Wollan, ‘Glass & carbon fiber reinforcement combine in hybrid long fiber thermoplastic composites to bridge price & performance gap ’ , Reinforced Plastics, 2015
4- K.K. Chawla, ‘ Composite Materials ’ , Springer, New York, USA, 1998
5- D. Pedrazzoli, A. Pegoretti, ‘Expanded graphite nanoplatelets as coupling agents in glass fiber reinforced polypropylene composites ’ , Composites, Part A 66, 2014, 25-34
6- N. A. Siddiqui, E.L. Li, M..Sham, B.Z. Tang, S.L. Gao, E. Mader, J. Kim, ‘Tensile strength of glass fibres with carbon nanotube–epoxy nanocomposite coating: Effects of CNT morphology and dispersion state ’ , Composites, Part A 41, 2010, 539-548
7- C.A. Harper, ‘ Handbook of plastics, elastomers, and composites ’ , McGraw-Hill, New York, USA, 1996
8- R. H. Sonneborn, ‘ Fiberglas Reinfoced Plastics ’ , Reinhold, New York, ABD, 1954
9- Y. Yoo, M.W. Spencer, D.R. Paul, ‘Morphology and mechanical properties of glass fiber reinforced Nylon 6 nanocomposites ’ , Polymer 52, 2011, 180-190
10- M. Etcheverry, M. L. Ferreira, N. Capiati, S. Barbosa, ‘Chemical anchorage of polypropylene onto glass fibers: Effect on adhesion and mechanical properties of their composites ’ , International Journal of Adhesion & Adhesives 43, 2013, 26-31
11- A. Serrano, F.X. Espinach, J. Tresserras, N. Pellicer, M. Alcala, P. Mutje, ‘Study on the technical feasibility of replacing glass fibers by old newspaper recycled fibers as polypropylene reinforcement ’ , Journal of Cleaner Production 65, 2014, 489-496
12- M. Bailly, M. Kontopoulou, ‘Preparation and characterization of thermoplastic olefin/nanosilica composites using a silane-grafted polypropylene matrix ’ , Polymer 50, 2009, 2472-2480
13- C. Deshmane, Q. Yuan, R.S. Perkins, R.D.K. Misra, ‘On striking variation in impact toughness of polyethylene–clay and polypropylene–clay nanocomposite systems: The effect of clay–polymer interaction ’ , Material Science and Engineering A 458, 2007, 150-157