



Dr.–Müh. Onur BALKAN
Dr.- Ing. Savaş YAVUZ
TEKNOLAB®, Teknoloji Laboratuvar Hiz. Ltd. Şti.
*Standardization Procedure on Brazing — BQTC, pBPS, BPS, and BPAR Processes
ÖZET
Lehimleme işlemleri, kaynak işlemleri gibi son ürün kalitesi çok çeşitli faktöre bağlı olarak değişen ve belirsizlik içeren “özel işlemler” grubuna dahildir. Üretim kalitesinin korunması bakımdan, bu tür özel işlemlerin bir standardizasyon süreci/prosedürü doğrultusunda uygulanması gerekir. Bu çalışmada, lehimleme teknolojisi kısaca tanıtıldıktan sonra, Basınçlı Ekipmanlar Yönetmeliği’nin temel gereklilikleri ile uyumlu TS EN ISO 13585: 2012 ve TS EN 13134: 2004 prosedür standartlarına, ASME IX – BPVC koduna ve AWS B2.2/B2.2M şartnamesine göre sert lehimlemede standardizasyon süreci incelenmiştir. Kısaca, sert lehimci ve sert lehimleme operatörünün performans vasıflandırma deneyleri ve sertifikasyonu (BQTC), ön–sert lehimleme prosedürü şartnamesi (pBPS), sert lehimleme prosedür şartnamesi (BPS) ve sert lehimleme prosedür onayı kaydı (BPAR) işlemlerine değinilmiştir. Bu çalışmanın amacı sert ve hatta yumuşak lehimlemede bir standardizasyon sürecinin olduğunu bildirmek ve bu konuda kısaca bilgi vermektir.
Anahtar kelimeler: Sert lehimleme, sert lehimci, yumuşak lehimleme, yumuşak lehimci, sertifikasyon, standardizasyon, prosedür.
ABSTRACT
Brazing and soldering processes, like welding processes, are included in the group of “special processes”, whose final product quality depends on many factors and includes uncertainty. Ensuring production quality, such special processes must be conducted in accordance with a standardization procedure. In this study, brazing and soldering technologies were briefly introduced, and then standardization procedure on brazing was studied here acc. to harmonized standards TS EN ISO 13585: 2012 and TS EN 13134: 2004, ASME IX – BPVC code and AWS B2.2/B2.2M specification with the essential requirements of Pressure Equipment Directive (PED). In brief, Brazers and Brazing Operators Performance Qualification Tests and Certification (BQTC), preliminary–Brazing Procedure Specification (pBPS), Brazing Procedure Specification (BPS), and Brazing Procedure Approval Record (BPAR) processes were mentioned here. The aim of this study is to inform us about the standardization procedure on brazing and even soldering.
Keywords: Brazing, brazer, soldering, solderer, certification, standardization, procedure, PED.
1. Giriş
Kurumsal firmalar üretim departmanlarının güvenilirliğini sağlamak ve ürettikleri ürünlerin kalitesini garanti etmek amacıyla vasıfları belli standartlara göre resmî olarak onaylanmış, yani “sertifikalandırılmış işçileri” çalıştırır ve belli bir standardizasyon prosedürü doğrultusunda “resmî olarak onaylanmış bir üretim yöntemi” uygular [1]. Diğer taraftan, müşteriler de satın aldıkları ürünün ihtiyaçlarını karşılayacağından ve ödedikleri paranın karşılığını alacaklarından emin olmak ister. Üçüncü taraf olarak devlet de yasal mevzuat hazırlayarak, denetlemeler yaparak ve cezaî müeyyideler uygulayarak üretici, tüketici ve kamu haklarını güvence altına alır. Tüm taraflar göz önüne alındığında, üretimde standardizasyon süreci ve bu sürece göre resmî olarak onaylanmış üretimin yapılması konusu gündeme gelmektedir. Burada önemli olan konu bizzat “ürün kalitesinin garantisi”dir.
Kalite sistemlerine dair standartlarda, kaynak işlemleri gibi sert lehimleme de bir tür “özel işlem” olarak görülür ve bu standartlara göre özel işlemlerin genellikle iyi tanımlanmış ve ilgili standartlara uygunluğu onaylanmış yazılı prosedür şartnameleri doğrultusunda uygulanması gerekir [2, 3]. Sert lehimleme işlemlerinin planlanması ve kalite kontrolü de iyi tanımlanmış bir temel sağlayan sert lehimleme prosedür şartnamelerine (Brazing Procedure Specification, BPS) göre uygulanır.
2. Dünya Sert Lehim Malzemeleri Pazarı
İki araştırma şirketinin yayımladıkları raporlara [4, 5] göre, 2019 yılında yaklaşık olarak US$ 1 Milyar olan dünya lehim malzemeleri pazarı hacmi önümüzdeki 5 yıl içerisinde daralarak US$ 900 Milyon seviyesinin biraz altına ineceği tahmin edilmektedir. MarketWatch, Inc. özel araştırma şirketinin 04.10.2019 tarihinde yayımladığı rapora [4] göre dünya sert lehim malzemeleri pazarının hacmi 2019 yılında US$ 1040 Milyon iken, 2024 yılında US$ 870 Milyona düşecek ve 2019–2024 yılları arasındaki yıllık bileşik büyüme oranı (Compound Annual Growth Rate, CAGR) %–2,9 olacaktır. Buna benzer olarak, openPR özel araştırma şirketinin 17.01.2020 tarihinde yayımladığı rapora [5] göre dünya sert lehim malzemeleri pazarının hacmi 2019 yılında US$ 961 Milyon iken, 2025 yılında US$ 850,6 Milyona düşecek ve 2019–2025 yılları arasındaki CAGR %–3,0 olacaktır.
3. Lehimleme Nedir?
En önemli özelliği birbirinden farklı türdeki rijit malzemelerin eritilmeden, sadece lehim ilave metali eritilerek kolayca birleştirilmelerine olanak sağlamasıdır. Metaller, seramikler, kompozitler gibi çeşitli rijit malzemeler üzerine pratik olarak uygulanabilmektedir [6]. Türk Dil Kurumu (TDK) sözlüklerinde, “TS ISO 857–2: 2009 – Kaynak ve benzeri işlemler–Terimler; Lehimleme ve sert lehimleme işlemleri ve ilgili terimler” ve “TS EN 14324: 2004 – Sert lehim–Sert lehimli birleştirmelerin uygulaması ile ilgili kılavuz” standartlarında, Amerikan Kaynak Derneği’nin (the American Welding Society, AWS) şartnamelerinde ve diğer referanslarda [7–9] lehimleme tanımları mevcuttur. Bu tanımlara göre, lehimleme işlemi birleştirilen esas metallerin solidüs sıcaklıklarının altındaki sıcaklık derecelerinde, sadece lehim ilave metalinin eritilerek esas metallerin temas bölgesi üzerine yayılması şeklinde uygulanan kalıcı bir birleştirme yöntemidir. Rijit esas malzeme ile eriyik lehim ilave metali arasında meydana gelen difüzyon ve arayüzey etkileşimleri sayesinde lehimli bağlantı oluşur [10].
Lehimleme yaklaşık 5000 yıllık geçmişi olan en eski metalürjik üretim yöntemlerinden biridir [7, 8, 11]. İlk lehimleme uygulamaları bakır mutfak eşyalarında, bronz silahlarda, takı ve mücevher gibi ziynet eşyalarında (örneğin, kintsugi; kırılmış seramik eşyaları altın ile lehimleyerek daha değerli hale getirilmesi) görülürken, bugün beyaz eşyaların, klimaların, soğutucuların hassas tesisatlarında, basınçlı ekipmanlarda, endüstriyel aletlerde, elektrikli cihazlarda, elektronik devrelerde vs. lehimleme işlemleri uygulanmaktadır. Uygulama alanı oldukça geniş olan lehimleme teknolojisi sürekli olarak gelişmekte, lehim ilave metali, lehim pastaları (dekapan, fluks) gibi sarf malzemelerin özellikleri iyileştirilmekte, yeni mekanizasyon/otomasyon lehimleme yöntemleri kullanılarak verimliliğin artırılmasına çalışılmaktadır [2, 7, 8, 11].
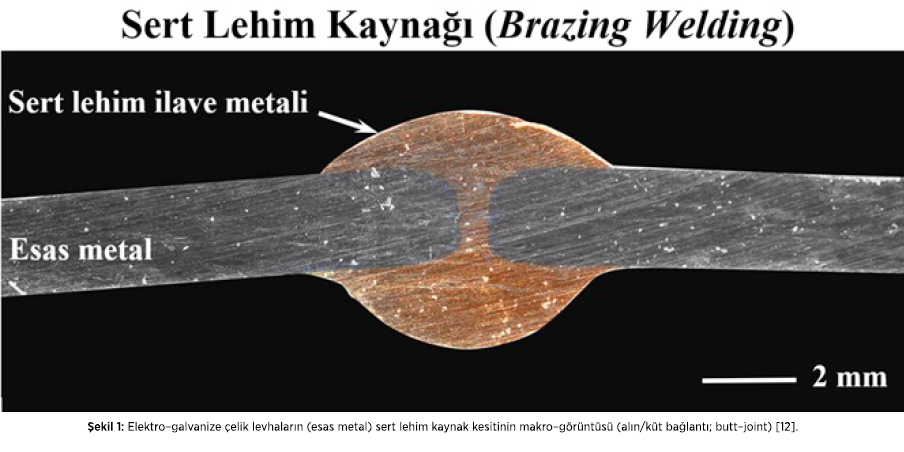
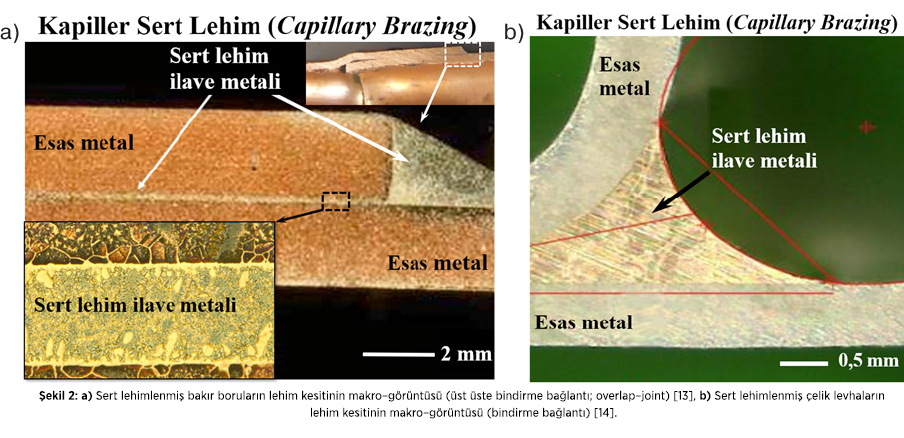
“Uygulama şekli” bakımından, “lehim kaynağı” (brazing/soldering welding) ile “kapiller/kılcal lehimleme” (capillary brazing/soldering) yöntemleri birbirinden farklıdır. Piyasada, “sarı kaynak” veya “pirinç kaynağı” olarak da adlandırılan “lehim kaynağı” yönteminde, eriyik lehim ilave metali bağlantı bölgesine yığılır (Şekil 1.). “Kapiller lehimleme”de ise, eriyik lehim ilave metalinin kapiller etki ile temas bölgesi boyunca penetrasyonu söz konusudur (Şekil 2.). Bu sebeple kapiller lehimleme uygulamaları özellikle bindirme bağlantılar (overlap joints) şeklindeki dar aralıklarda verimlidir. Kapiller lehimleme yöntemi sadece “lehimleme” olarak da adlandırılmaktadır [7].
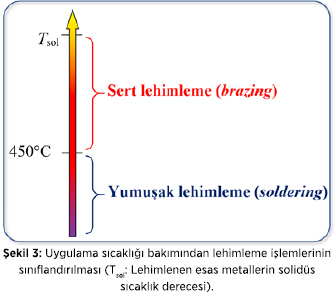 “Uygulama sıcaklığı” bakımından, lehimleme işlemleri ikiye ayrılır; 450°C sıcaklığın altına ve üzerine uygulanan lehimleme yöntemleri sırasıyla “yumuşak lehimleme” (soldering) ve “sert lehimleme” (brazing) olarak sınıflandırılır (Şekil 3., TDK sözlükleri, TS ISO 857–2: 2009 standardı) [7–9]. Şubat 2007 yılına yürürlükten kaldırılan “DIN 8505: 1979 – Brazing and soldering” standardında 900°C sıcaklığın üzerindeki uygulamalar “yüksek–sıcaklık sert lehimleme” (high–temperature brazing) olarak sınıflandırılmaktaydı; artık 450°C sıcaklığın üzerine uygulanan tüm lehimleme yöntemleri sadece “sert lehimleme” olarak sınıflandırılmaktadır [15]. Sert lehimli bağlantıların mukavemetleri yumuşak lehimli bağlantılara göre genellikle daha yüksektir [16]. Bununla birlikte, ısıl genleşme katsayıları ve ısıl çatlak oluşumu hassasiyeti yüksek malzemelerin lehimlenmesinde, daha düşük sıcaklık derecelerinde uygulanan yumuşak lehimlemeler daha iyi performans gösterebilmektedir [17].
“Uygulama sıcaklığı” bakımından, lehimleme işlemleri ikiye ayrılır; 450°C sıcaklığın altına ve üzerine uygulanan lehimleme yöntemleri sırasıyla “yumuşak lehimleme” (soldering) ve “sert lehimleme” (brazing) olarak sınıflandırılır (Şekil 3., TDK sözlükleri, TS ISO 857–2: 2009 standardı) [7–9]. Şubat 2007 yılına yürürlükten kaldırılan “DIN 8505: 1979 – Brazing and soldering” standardında 900°C sıcaklığın üzerindeki uygulamalar “yüksek–sıcaklık sert lehimleme” (high–temperature brazing) olarak sınıflandırılmaktaydı; artık 450°C sıcaklığın üzerine uygulanan tüm lehimleme yöntemleri sadece “sert lehimleme” olarak sınıflandırılmaktadır [15]. Sert lehimli bağlantıların mukavemetleri yumuşak lehimli bağlantılara göre genellikle daha yüksektir [16]. Bununla birlikte, ısıl genleşme katsayıları ve ısıl çatlak oluşumu hassasiyeti yüksek malzemelerin lehimlenmesinde, daha düşük sıcaklık derecelerinde uygulanan yumuşak lehimlemeler daha iyi performans gösterebilmektedir [17].
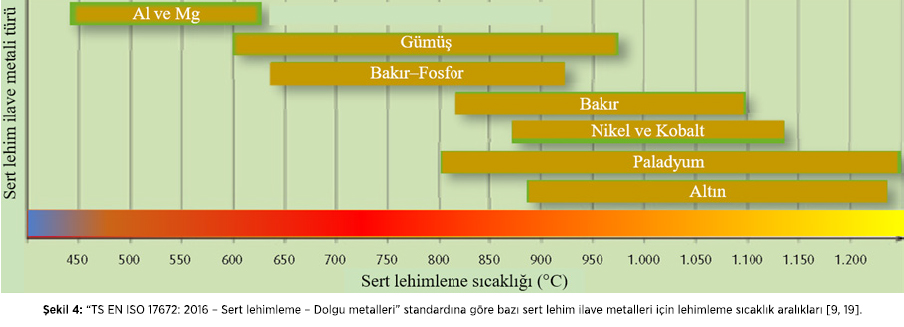
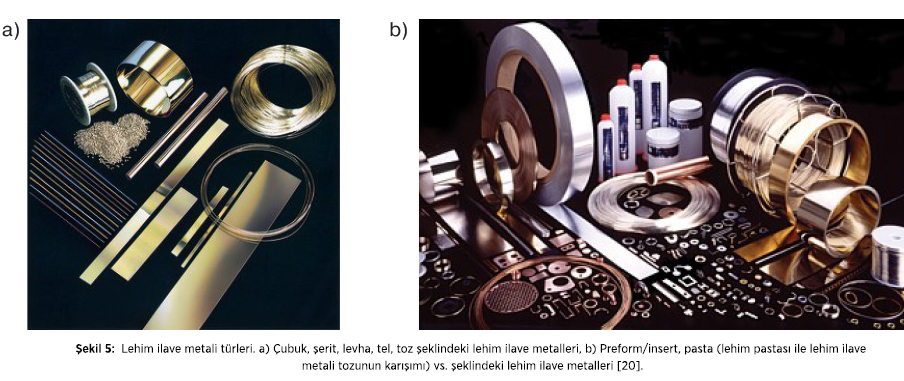
“Uygulama sıcaklığı” bakımından yapılan bu sınıflandırma, lehimleme uygulamalarında sadece lehim ilave metalinin eritilmesi sebebiyle, “lehim ilave metalleri” için de geçerlidir. Bazı lehim ilave metallerinin lehimleme sıcaklık dereceleri aralıkları Şekil 4.’de görülmektedir. Lehim ilave metalleri Şekil 5.’de görüldüğü gibi tel, çubuk, şerit, preform/insert, toz, lehim pastası/toz karışımı gibi çeşitli şeklinde kullanılabilmektedir [18].
Lehimleme işlemlerinde kullanılan diğer bir sarf malzemesi de “lehim pastası”dır (dekapan, fluks vs.). TS ISO 857–2: 2009 standardında, “eridiği zaman birleştirilecek yüzeyler üzerindeki oksit tabakasını kaldırarak ıslanmayı arttıran madde” olarak tanımlanır. Lehimleme öncesinde, esas metallerin bağlantı yüzeyleri üzerine ve lehim ilave metali üzerine uygulanır. Lehim pastası lehimleme sırasında eriyerek yüzeyler üzerindeki oksit tabakasını çözer veya absorbe eder, lehimleme bölgesini oksijenden korur, eriyik lehim ilave metalinin yayılmasını (ıslatmasını) kolaylaştırır, esas metalin lehimleme sıcaklığına geldiğini/gelmediğini gösterir vs. “TS EN 1045:2002 – Sert lehimleme – Sert lehimleme için tozlar – Sınıflandırma ve teknik teslim şartları” standardında, metallerin sert lehimlenmesinde kullanılan lehim pastaları sınıflandırılır, özellikleri ve kullanımlarını esas alarak karakterize edilir, sağlık ve güvenlik tedbirleri belirtilir.
Lehimli bağlantıların bazı avantajları [15]:
• Farklı malzemelerin birleştirilmesine olanak sağlar [17, 21],
• Kaynaklı birleştirmelere göre daha az ısı girdisi gerektirir. Böylece, esas malzemenin özelliklerinde olumsuz değişimler, ısıl distorsiyonlar ve kalıntı ısıl gerilimler düşük seviyelerde kalır; boyutsal kararlılık korunur,
• Zararlı ışınlar çıkmaz, daha az duman oluşur, uygulanması daha kolaydır,
• İşlem maliyeti daha düşüktür,
• Karmaşık şekilli ince ve hassas parçalar hasarsız olarak lehimlenebilir (örneğin, elektronik ve kuyumculuk işlerinde),
• Aynı iş parçası üzerinde çoklu lehimleme yapılabilir,
• Lehimli bağlantıların ısıl ve elektrik iletimleri yüksektir,
Lehimli bağlantıların bazı dezavantajları [15]:
• Lehimli bağlantının mukavemeti esas malzemeninkinden genelde biraz düşüktür,
• Lehim ilave metalinin erime sıcaklığına yakın yüksek servis sıcaklıklarda eriyerek dağılabilir,
• Esas malzemeler ve lehim ilave metalinin kimyasal özellikleri farklıdır (korozyon konusunda önemli),
• Lehim pastası (dekapan, fluks) kalıntıları genelde zehirlidir ve esas malzemede korozyona sebep olabilir,
• Lehimleme bağlantılarındaki ara boşlukların dar olması gerekir, bu durum bağlantı tasarımını sınırlandırabilir,
• Lehimleme öncesinde ön hazırlık işlemleri (yüzey temizliği, oksit tabakasının giderilmesi, lehim pastasının uygulanması vs.) ve sonrasında da lehim pastası kalıntılarının giderilmesi gerekir.
Lehimli Bağlantıların Kalitesi
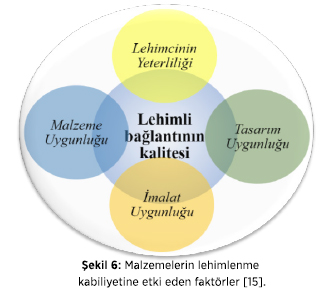
“Özel işlemler” grubuna dahil olan lehimleme işlemlerinin [2, 3] üretim kalitesini etkileyen başlıca faktörler (i) lehimcinin yeterliliği ve (ii) malzeme–imalat–tasarım uygunlukları olarak sayılabilir (Şekil 6.) [15]. Bunları kısaca açıklarsak,
• Lehimcinin yeterliliği: Lehimcinin yaşı, akıl ve vücut sağlığı/sağlamlığı, lehimcilik bilgisi/tecrübesi/yeteneği vs.
• Malzeme uygunluğu: Malzemelerin kimyasal/metalürjik özellikleri (kimyasal kompozisyon, mikro yapı, oksidasyon ve korozyon davranışları, difüzyon, çözülebilme ve çökeltme ısıl işlem karakteristikleri), fiziksel özellikleri (ıslanabilirlik, solidüs sıcaklığı, ısıl genleşme, ısıl iletkenlik, ısıl kapasitesi), mekanik özellikleri (mukavemet, süneklik/gevreklik, kalıntı gerilmeleri) vs.
• İmalat uygunluğu: Boyutsal kararlılık, yüzey şartları, yüzey kaplaması, oksit tabakasını temizleme yöntemi, lehim ara boşluğunun şekli ve boyutu, lehimleme süresi, lehim ilave metali preformunun yeri vs.
• Tasarım uygunluğu: Lehimleme şekli (alın bağlantı, bindirme bağlantı vs.) ve yöntemi, lehimlenen malzemelerin kesit alanları (et kalınlıkları) oranı, çentik etkisi, lehim kusurları, lehimli bağlantı üzerine uygulanan yük (statik ve dinamik yükler, çekme ve kayma gerilmeleri), servis sıcaklığı vs.
 Lehimli bağlantının üretim kalitesindeki değişkenliğe ve içerdiği belirsizliğe rağmen, kalitenin korunabilmesi için (özellikle kalite yönetim sistemi uygulayan işletmelerde) lehimli bağlantı üretimi her aşamada izlenmeli ve belgelendirilmelidir [2].
Lehimli bağlantının üretim kalitesindeki değişkenliğe ve içerdiği belirsizliğe rağmen, kalitenin korunabilmesi için (özellikle kalite yönetim sistemi uygulayan işletmelerde) lehimli bağlantı üretimi her aşamada izlenmeli ve belgelendirilmelidir [2].
4. Lehimlemede Standardizasyon Süreci
Avrupa Birliği (AB) mevzuatına uyum çerçevesinde, 15.05.2014 tarih 2014/68/EU sayılı Avrupa Parlamentosu ve Konseyi’nin “Basınçlı Ekipmanlar” hakkındaki yönergesi (Pressure Equipment Directive, PED) paralelinde ve 29.06.2001 tarih ve 4703 sayılı “Ürünlere İlişkin Teknik Mevzuatın Hazırlanması ve Uygulanmasına Dair Kanun”a dayanılarak hazırlanmış olan Bilim, Sanayi ve Teknoloji Bakanlığı’nın 03.03.2018 tarih ve 30349 sayılı “Basınçlı Ekipmanlar Yönetmeliği” lehimde standardizasyon sürecinin yasal zeminini teşkil etmektedir. Bu yönetmelik 0,5 bar’dan daha yüksek basınçlarda (PS>0,5 bar) kullanılan ekipmanların ve donanımların tasarımı, imalatı ve uygunluk değerlendirme ölçütlerini kapsamaktadır. Buradaki amaç bu ekipmanların ve donanımların gereken temel sağlık ve güvenlik gereklerini, bu ürünlerle ilgili piyasaya arz koşulları ile piyasa gözetim ve denetim esaslarını belirlemektir.
Bu yönetmeliğe göre, bu ürünlerin sabit bağlantıları (lehimli/kaynaklı bağlantılar) vasıflandırılmış personel tarafından uygun işlem yöntemleriyle yapılır. Bu personel ve işlem yöntemleri ise imalatçıların seçeceği bir “onaylanmış kuruluş” veya “tanınmış üçüncü taraf uygunluk değerlendirme kuruluşu” tarafından onaylanır. Bu kuruluşlara ilişkin gereklilikler 30349 sayılı “Basınçlı Ekipmanlar Yönetmeliği”, Madde 27’de belirtilmiştir. Söz konusu kuruluşlar bu onayı verebilmek için “uyumlaştırılmış standartlarda” belirtilen incelemeleri ve testleri uygular veya uygulatır (aynı yönetmelik, Ek 1: Temel Güvenlik Gerekleri, 3. İmalat, 3.1. İmalat Prosedürleri, 3.1.2. Sabit Bağlantı). Bu ürünlerin sabit bağlantıları üzerinde uygulanan tahribatsız testler uygun nitelikteki personel tarafından yapılır. Bu personel “tanınmış üçüncü taraf uygunluk değerlendirme kuruluşunca” onaylanır/sertifikalandırılır (aynı yönetmelik, Ek 1, 3.1.3. Tahribatsız Testler). Bu yönetmeliğe aykırı hareket edenler hakkında 4703 sayılı kanun hükümleri uygulanır; verilecek cezaların etkili, orantılı ve caydırıcı olması gerekir (aynı yönetmelik, madde 46).
4.1. Prosedür Standartları
Lehimlemede standardizasyon sürecinde, uyumlaştırılmış iki önemli prosedür standardı bulunmaktadır; bunlar “TS EN ISO 13585: 2012 – Sert lehimleme – Lehim ve lehim uygulayıcıların yeterlilik testi” ve “TS EN 13134: 2004 – Sert lehimleme–Prosedür onayı” standartlarıdır.
 TS EN ISO 13585: 2012 – Sert lehimleme – Lehim ve lehim uygulayıcıların yeterlilik testi
TS EN ISO 13585: 2012 – Sert lehimleme – Lehim ve lehim uygulayıcıların yeterlilik testi
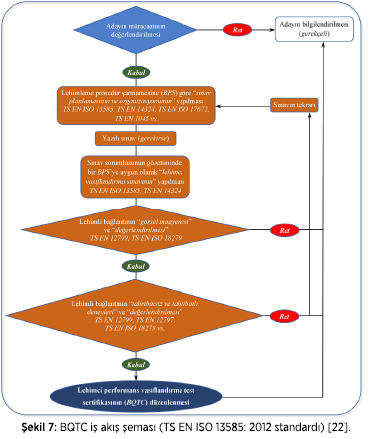
TS EN ISO 13585: 2012 standardı sert lehimci ve sert lehimleme operatörünün performans vasıflandırma deneyleri ve sertifikasyonu (Brazers and Brazing Operators Performance Qualification Tests and Certification, BQTC) için temel gereklilikleri belirler. Sert lehimci ve sert lehimleme operatörü performans vasıflandırma deney sertifikası (Brazer Qualification Test Certificate, BQTC) vasıflandırma deneyine/sınavına giren kişinin sınavı geçtiğini doğrulayan bir belgedir. Bu sertifika deney değişkenlerini, deney koşullarını ve onaylanan vasıflandırmaları içerir. TS EN ISO 13585: 2012 prosedür standardı ilgili uygulama standartlarına atıflar yaparak sert lehimlemede esas değişkenleri (essential variations), bunların vasıflandırma aralıklarını (qualification ranges), üretilen lehimli bağlantıların muayene/test yöntemlerini, kabul ölçütlerini, sert lehimcilerin ve sert lehimleme operatörlerinin belgelendirme/sertifikasyon işlemlerini tarif eder. Bu standarda göre, BQTC iş akış şeması Şekil 7.’de görülmektedir.
Sert lehimci ve sert lehimleme operatörünün performans vasıflandırma deneyleri (sert lehimleme uygulamaları) için, TS EN ISO 13585: 2012 standardında belirlenen “esas değişkenler”: Sert lehimleme yöntemi (TS ISO 857–2: 2009 ve TS EN ISO 4063: 2011), ürün tipi (levha/plaka ve boru/tüp), bağlantı/birleştirme tipi (alın/küt bağlantı ve bindirme bağlantı), sert lehimlenen esas malzeme grubu (TSE CEN ISO/TR 15608: 2017), sert lehim ilave metali tipi (TS EN ISO 17672: 2016) ve uygulanma şekli (yüzey besleme ve ön–yerleştirme), esas malzeme boyutları (malzeme et kalınlığı, boru dış çapı ve bindirme bağlantı mesafesi), sert lehim ilave metali akış yönü (yatay, yukarıdan aşağıya ve aşağıdan yukarıya) ve mekanizasyon derecesi (manuel ve mekanize). Her bir esas değişken için bir vasıflandırma aralığı tanımlanmıştır. Bu vasıflandırma aralığının dışında kalan sert lehimleme deneyi/sınavı için ise yeni bir vasıflandırma gerekir (TS EN ISO 13585: 2012, Ek E – Esas olmayan diğer değişkenler). Sert lehimci ve sert lehimleme operatörlerinin vasıflandırma deneyleri/sınavı yetkili bir denetçinin gözetiminde ve TS EN 13134: 2004 standardına göre hazırlanmış bir BPS’ye göre uygulanır. Lehimli bağlantıların kodlanmasına bir örnek verecek olursak;
TS EN ISO 13585: 2012 – 912 T O B Ni109 FF t1,5 D20 L3 H:
912 – manuel alevle lehimleme işlemi; T – boru tipi esas malzeme; O – bindirme birleştirme; B – 8. grup çelik esas malzeme; Ni109 – lehim ilave metali (alaşımlı çeliklerin ve nikel alaşımlarının lehimlenmesi); FF – yüzey besleme; t1,5 – esas malzeme kalınlığı 1,5 mm; D20 – boru dış çapı 20 mm; L3 – bindirme mesafesi 3 mm; H – eriyik ilave metali yatay yönde akar.
Lehimli bağlantıların muayenesinde öncelikle, “TS EN 12799: 2000 – Sert lehim – Sert lehim bağlantılarının tahribatsız muayeneleri” standardına göre “görsel muayene” uygulanarak lehimli bağlantının şu özelliklerine dikkat edilir: Lehim pastası (dekapan, fluks) kalıntısı, boyutsal uyumsuzluk, lehim bağlantısının/dikişinin (lute) sürekliliği, lehimin iç–bükeyliği (lute concavity), aşırı lehim dolgusu bulunması, yüzey erozyonu, lehim bağlantısının/dikişinin dış görüntüsü (üniformluğu). Gerekirse lehimli bağlantı kesilerek makro–inceleme yapılır; bu durumda görsel muayene “tahribatlı deney” haline dönüşebilir. Görsel muayenenin ardından, “TS EN 12797: 2003 – Sert lehimleme – Sert lehimli ek yerlerinin tahribatlı muayenesi” standardına göre “metalografik muayene” uygulanır. Üretilen sert lehimli bağlantının tipine ve servis koşullana göre TS EN 12799: 2000 ve TS EN 12797: 2003 standartlarında belirtilen ilave muayeneler/testler uygulanabilir. Burada belirtilen ilave muayenelerin/testlerin de yetersiz kaldığı durumlarda, uygun görülen daha başka testler uygulanabilir. Muayene sonuçları “TS EN ISO 18279: 2004 – Sert lehimleme – Sert lehimlenmiş birleştirmelerde kusurlar” standardına göre değerlendirilir. Bu standartta, lehimli bağlantılarda ortaya çıkabilecek uyumsuzlukların sınıflandırılması ve kalite seviyeleri için kılavuzlar ve tavsiye edilen uyumsuzluk sınırları verilmiştir.
TS EN 13134: 2004 – Sert lehimleme–Prosedür onayı
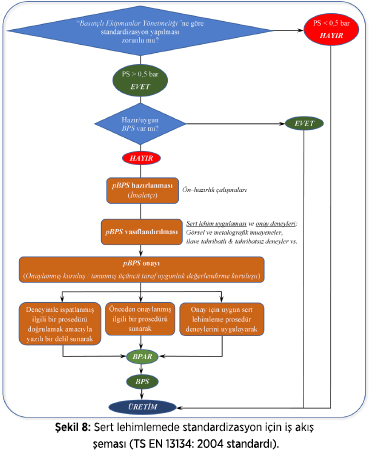
TS EN 13134: 2004 prosedür standardı ise sert lehimleme prosedür şartnamesinin (Brazing Procedure Specification, BPS) hazırlanması ve prosedür onayı (Brazing Procedure Approval Record, BPAR) için genel kuralları kapsar. Bir ön–sert lehimleme prosedür şartnamesinin (preliminary–Brazing Procedure Specfication, pBPS) onaylanmasında üç yol gösterir; bunlar, (i) halihazırda mevcut olan ve deneyimle ispatlanmış ilgili bir prosedürü doğrulamak amacıyla yazılı bir delil sunarak, (ii) önceden kabul edilmiş/onaylanmış ilgili bir prosedürü sunarak, (iii) onay için uygun sert lehimleme prosedür deneylerini uygulayarak (Şekil 8.). Bu standart benzer lehimleme uygulamalarında, önceki deneyimlerin göz önüne alınarak pBPS’nin onaylanmasına müsaade etmektedir. Bu deneyimler izlenebilir ve doğrulanabilir olduğunda, bu deneyimler esas alınarak pBPS onaylanabilir.
 Onay için uygun sert lehimleme prosedür deneylerinin uygulanması (iii. madde) durumunda, TS EN 13134: 2004 standardı çeşitli sert lehimleme yöntemleri için değişkenleri, ilgili uygulama standartlarına atıf yaparak muayene/test kapsamını ve onay aralıklarını belirler. Bu standarda göre, BPS’ler imalât için kullanılır ve sert lehim bağlantıları TS EN ISO 13585: 2012 prosedür standardına göre sertifikalı lehimciler veya lehim operatörleri tarafından imal edilir.
Onay için uygun sert lehimleme prosedür deneylerinin uygulanması (iii. madde) durumunda, TS EN 13134: 2004 standardı çeşitli sert lehimleme yöntemleri için değişkenleri, ilgili uygulama standartlarına atıf yaparak muayene/test kapsamını ve onay aralıklarını belirler. Bu standarda göre, BPS’ler imalât için kullanılır ve sert lehim bağlantıları TS EN ISO 13585: 2012 prosedür standardına göre sertifikalı lehimciler veya lehim operatörleri tarafından imal edilir.
Öncelikle, tüm gereklilikler (lehimleme işlemi değişkenleri, hizmet/servis şartları vs.) değerlendirilmek üzere kaydedilerek bir ön–sert lehimleme prosedür şartnamesi (preliminary–Brazing Procedure Specfication, pBPS) hazırlanır (TS EN 14324: 2004 – Sert lehim – Sert lehimli birleştirmelerin uygulaması ile ilgili kılavuz). Bir pBPS düzenlenirken, üretilen sert lehimli bağlantıların istenen şartları karşılayacağına inanılmalıdır. Bununla birlikte, bir pBPS’ye göre yapılan sert lehimleme işleminin hizmet/servis şartlarını karşıladığı garanti edilmez. Garanti için “sert lehimleme prosedürü deneylerinin” uygulanması ve onaylanması gerekir. Bu deneyler bir pBPS’nin uygulanabilirliğini kanıtlamak amacıyla, bu pBPS’ye göre sert lehimli bağlantıların imal edilerek muayene edilmesini kapsar.
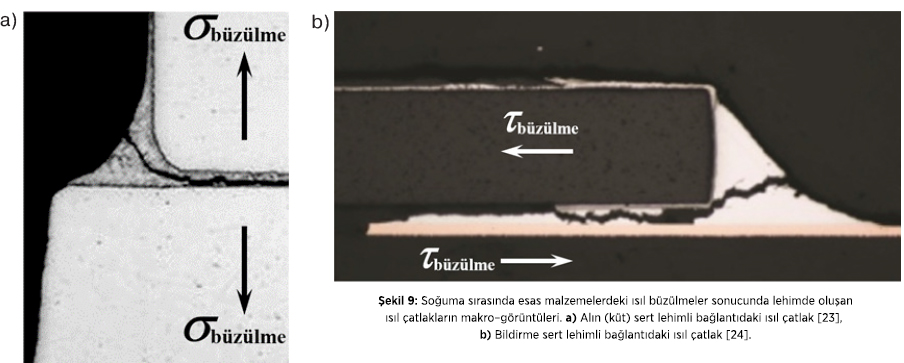
Sert lehimlenerek hazırlanan deney numuneleri gerçek üretimi temsil edebilmeli, servis ve muayene koşullarını karşılayabilmelidir. Kaynak işlemleriyle karşılaştırıldığında, esas malzemelerin şekli ve boyutları gibi özellikler sert lehimlemede daha fazla önem taşır. Örneğin, birbirinden oldukça farklı ısıl genleşme katsayılarına sahip malzemelerin sert lehimlenmesinde, küçük parçalar kolaylıkla lehimlenebilirken, büyük parçaların lehimlenmesi zordur. Parçaların boyutları büyüdükçe ısıl genleşme ve büzülme oranları artar. Esas malzemeler lehimleme sırasında erimemekle birlikte ısınmaktadır ve soğuma sırasında, büyük boyutlu esas malzemeler boyutlarıyla orantılı olarak daha fazla büzülerek lehim ara boşluğunun genişlemesine (Şekil 9. a) ve/veya lehimlenen parçaların birbirlerine göre kaymasına (Şekil 9. b); böylece, lehimin çatlamasına sebep olabilmektedir. Prosedür onay deneylerinde gerçek servis şartlarında kullanılacak parçaların yerine daha küçük parçaların lehimlenmesi ve bunların muayenesi gereksiz masrafa ve yanlış değerlendirmelere sebep olacaktır. Diğer bir örnek olarak, lehimlenen malzemeler birbirine benzer bile olsa, ısı kaynağındaki bir değişim özellikle ısıl iletkenlikleri düşük olan malzemelerin lehimlenmesinde problem teşkil edebilir.
pBPS’ye göre üretilen lehimli bağlantılar TS EN ISO 13585: 2012 prosedür standardında belirtildiği gibi TS EN 12799: 2000 ve TS EN 12797: 2003 standartlarına göre muayene/test edilir ve EN ISO 18279: 2004 standardına göre değerlendirilir. Uygulanan tahribatlı/tahribatsız muayeneler/deneyler lehimleme işleminin niteliğine, lehimli bağlantının servis şartlarına ve kabul ölçütlerine uygun, gerçekçi ve makul olmalıdır. Uygunsuz deneylerin yapılması gereksiz masraflara yol açacağı gibi yanlış değerlendirmelere de sebep olabilir. Örneğin, lehimlenmiş bir grubun çok düşük bir iç basıncı muhafaza etmesi bekleniyorsa, bu durumda bir vakumlu sızdırmazlık deneyinin uygulanması gerekir. Lehimlenmiş bir grup yüksek sıcaklıklarda yüksek gerilmelere maruz kalacaksa, bu durumda yüksek sıcaklıklarda uygulanan çekme deneyleri gerekebilir. Buradaki esas gereklilik, sert lehimlenmiş grubun servis şartlarındaki sağlamlığının muayene edilmesidir. Değerlendirmeler sonucunda, bir pBPS onaylanırsa, BPS adını alır. BPS tekrar edilebilirliği garanti edilmiş sert lehimleme prosedürü için gereken değişkenlerin uygun değerlerini ve kısa gösterilişleri içeren vasıflandırılmış ve onaylanmış belgedir. İçerdiği şartlar ile aynı şartlara sahip ortamlarda/şartlarda yapılan sert lehimleme uygulamaları için geçerlidir. Sert lehimleme prosedürü onay kaydı (BPAR) tekrarlanan ve başarısızlıkla sonuçlanan deneyler de dahil olmak üzere, değerlendirilen her bir deney parçasının sonuçlarını içerir. Sert lehimleme işlemiyle imal edilen deney numunelerinin tipini/özelliklerini ve yapılan onay deneylerinin sonuçlarına göre sert lehimli bağlantıların üzerinde anlaşılan ölçütleri karşıladığını gösterir. Onay deneylerini/sınavını yapan kişi veya kuruluş temsilcisi tarafından imzalanmalıdır.
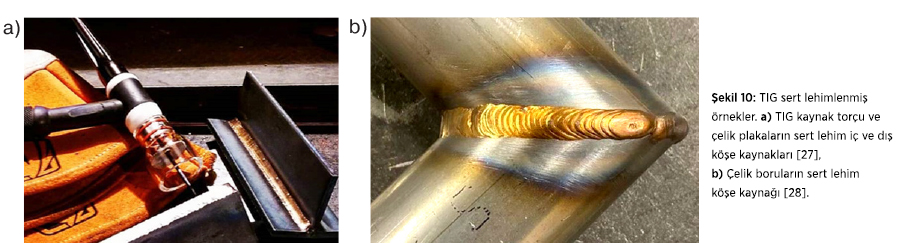
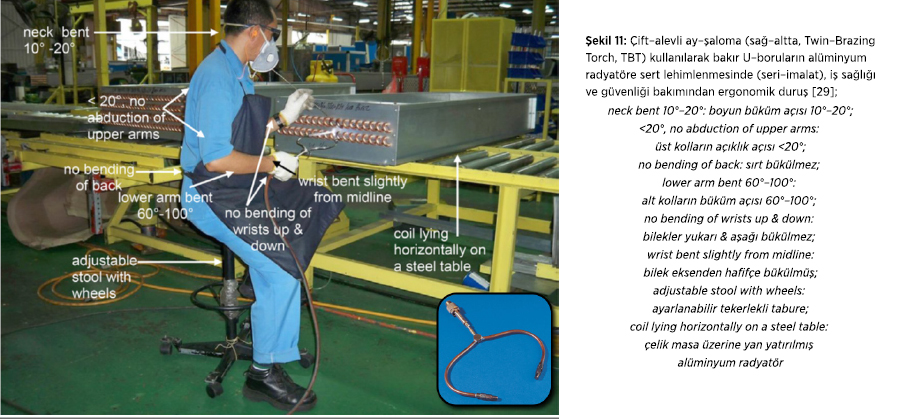
Diğer taraftan, birçok imalat türünde çeşitli sert lehimleme yöntemlerinin geniş bir aralıkta uygulanıyor olması sebebiyle, bu TS EN ISO 13585: 2012 ve TS EN 13134: 2004 prosedür standartları her bir imalâtın kendine özgü kabul ölçütlerinin ayrıntılarını içermez. Özel olarak imal edilen lehimli bağlantıları, bunların özel deneylerini ve uygulamalarını kapsamamakla birlikte, bu tip imalatlar için uygun deney yöntemlerinin bulunup uygulanmasını ve değerlendirilmesini önerir. Gerekli olduğunda, lehimlenmiş bağlantıların kendine özgü imalat ve hizmet/servis şartlarına göre vasıflandırma aralıkları, muayenesi, testi ve kabul ölçütleri başkaca ilgili standartlar çerçevesinde geliştirilebilir. Örnek verecek olursak, bu prosedür standartları endüstrideki uygulamaları giderek artan elektrik ark (TIG/MIG/MAG) sert lehim kaynak yöntemleri (TIG/MIG/MAG brazing welding methods, Şekil 10) [25–28], sert lehimcilerin ve sert lehimleme operatörlerinin eğitimi, iş sağlığı ve güvenliği (Şekil 11) [29, 30] gibi konularda herhangi bir ölçüt içermemektedir. Bu standartlar “BS DIN ISO 11745: 2010 – Uzay–havacılık için sert lehimleme – Sert lehimciler ve operatörler için vasıflandırma testi” standardının kapsadığı sert lehimleme işlemlerine uygulanmaz.
4.2. ASME IX – Kazan ve basınçlı kap kodu (BPVC)
Amerikan Makine Mühendisleri Derneği’nin (the American Society of Mechanical Engineers, ASME) yayımladığı “ASME IX – Boiler and Pressure Vessel Code (BPVC): Welding, Brazing, and Fusing Qualifications” kodunda, sert lehimcilerin performans vasıflandırma deneyleri ve lehimleme prosedürlerinin vasıflandırılması konularında biraz daha ayrıntılı bilgi mevcuttur. ASME IX – BPVC kodu başka standartlara atıf yapmadan, tüm manuel ve mekanize sert lehimleme işlemleri için sert lehimleme prosedür şartnamelerinin hazırlanması (pBPS), sert lehimleme prosedürlerinin, sert lehimci ve sert lehim operatörlerinin vasıflandırılmasında uygulanan kuralları kapsar. Bu kod şaloma/torç/bek (alev), fırın, indüksiyon, direnç ve daldırma (tuz veya lehim pastası/dekapan banyosu, eriyik metal banyosu) sert lehimleme yöntemleri için esas ve esas olmayan değişkenleri, sert lehimleme deneyi/sınavı koşullarını, muayeneleri/testleri, vs. belirler. Önceki kısımda bu konulara değinildiği için burada tekrar bahsetmiyoruz.
4.3. AWS Şartnameleri
Amerikan Kaynak Derneği (the American Welding Society, AWS) ise hem sert hem de yumuşak lehimleme için prosedür ve performans vasıflandırma şartnamelerini yayımladı [31]; bu şartnameler sırasıyla “AWS B2.2/B2.2M: Specification for brazing procedure and performance qualification” ve “AWS B2.3/B2.3M: Specification for soldering procedure and performance qualification”. Bu şartnamelerde manuel, mekanize ve otomatik lehimlemedeki prosedür şartnamelerinin, lehimcilerin ve lehimleme operatörlerinin performanslarının vasıflandırılması için gereklilikler belirtilmektedir. Şartnamelerde geçen lehimleme işlemleri şaloma/torç/bek (alev), fırın, indüksiyon, direnç, daldırma ve kızılötesi lehimleme yöntemlerini kapsamaktadır. Bu kapsamda, esas malzemeler, lehim ilave metalleri, lehim pastaları (dekapan, flux), lehim atmosferleri, bağlantı ara boşlukları da dahil edilmiştir.
5. Literatür Araştırması
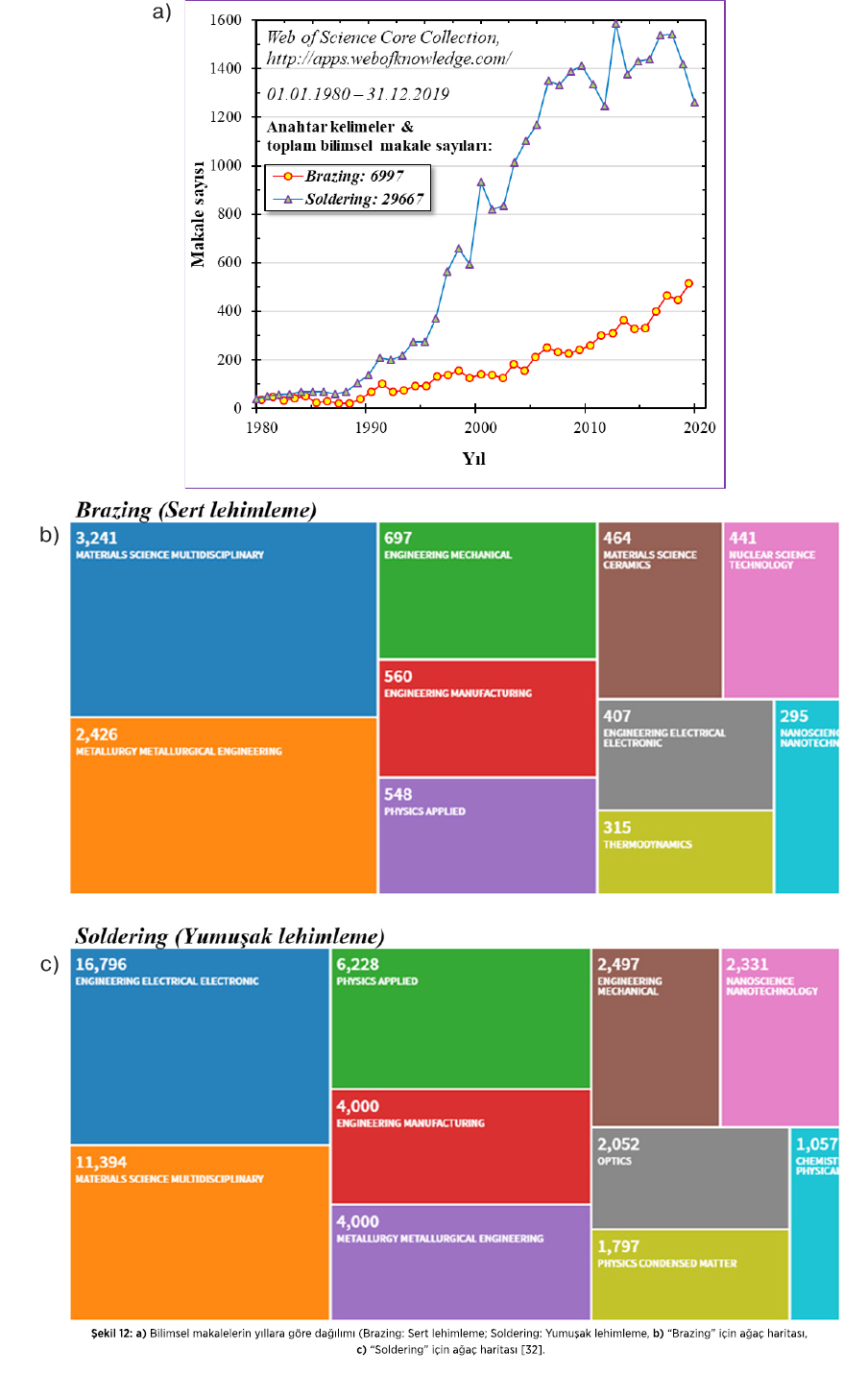
Literatürde, “brazing” ve “soldering” (sert ve yumuşak lehimleme) anahtar kelimeleri kullanılarak bulunan bilimsel makalelerin yıllara göre dağılımları ve ağaç haritaları Şekil 12.’de verilmiştir. 1990 yılından sonra özellikle yumuşak lehimlemede önemli bir artış görülmektedir (Şekil 12.a). Ağaç haritalarına baktığımızda, sert lehimlemede metalürji ve malzeme mühendisliği geniş yer kaplarken (Şekil 12.b), yumuşak lehimlemede en geniş alanı elektrik ve elektronik mühendisliği almıştır (Şekil 12.c).
Lehimlemede standardizasyon süreci konusundaki bazı çalışmalara burada kısaca değinebiliriz. Kuzio [33, 34], Nowacki ve çalışma grubu [35] TS EN ISO 13585: 2012 standardının hemen öncesindeki dönemde, sert lehimli bağlantıların kalitesinin garanti edilmesi bakımından Avrupa standartlarına göre sert lehimcilerin performans vasıflandırmasını, sert lehimleme prosedür onayını ve kaydını uygulamalı olarak incelemişlerdir. Sert lehimleme uygulamalarını, sert lehimli bağlantıların tipik kusurlarını, muayene ve deneylerini sınıflandırarak bunların belgelendirilme işlemlerini açıklamışlardır [35]. Bu çalışmaların devamı niteliğinde, TS EN ISO 13585: 2012 standardının Avrupa’da yürürlüğe girmesinden sonra Piwowarczyk ve çalışma grubu [2] sert lehimcilerin ve sert lehimleme operatörlerinin performanslarının EN ISO 13585: 2012 standardına göre nasıl vasıflandırıldığını ve belgelendirildiğini (sertifikasyon) açıklamışlar, önceki düzenlemelerle karşılaştırarak bu standardın getirdiği avantajlara değinmişlerdir. Winiowski ve Majewski [3] TS EN ISO 13585: 2012 ve TS EN 13134: 2004 standartlarına göre sert lehimcilerin, sert lehim uygulamalarının ve bunların deneylerin vasıflandırılması konularına değinmişlerdir. Henson ve Sperko [1] sert lehimcilerin ve sert lehimleme operatörlerin performans vasıflandırma deneyleri ile sertifikalandırılmalarının firmalara sağladığı faydaları açıklamışlardır.
Verbitchi ve çalışma grubu [36] B–Cu60Zn pirinç alaşımı ve yeni geliştirilen B–Cu60ZnSnSiMn pirinç alaşımı lehim ilave metallerini kullanarak S235 çelik levhaların sert lehimlenmesi prosedürünü TS EN 13134: 2004 standartlarına göre uygulamışlardır. Rogalski ve çalışma grubu [37] östenitik paslanmaz çeliklerin vakumlu fırında sert lehimlemesi prosedürünü ASME IX–BPVC koduna göre uygulamışlar ve bu kapsamda görsel muayene, makro inceleme, çekme testi sonuçlarına dair bazı örnekler sunmuşlardır. Truta ve çalışma grubu [38] nükleer uygulamalarda kullanılan basınçlı kaplara ince çelik veya Inconel kılıflı ısıl–çiftlerin (thin–walled thermo–couple) sert lehimlenmesini ulusal ve AWS B2.2/B2.2M standartlarından da yaralanarak ASME IX – BPVC koduna göre vasıflandırmışlardır.
6. Sonuçlar ve Değerlendirmeler
TS EN ISO 13585: 2012 ve TS EN 13134: 2004 prosedür standartlarına, ASME IX – BPVC koduna ve AWS B2.2/B2.2M şartnamesine göre işleyen “sert lehimleme”deki standardizasyon sürecinde, BQTC, pBPS, BPS, BPAR gibi terimlerden söz edilmektedir. Bunun paralelinde, AWS B2.3/B2.3M şartnamesine göre işleyen “yumuşak lehimleme”deki bir standardizasyon sürecinde de yumuşak lehimci ve yumuşak lehimleme operatörü vasıflandırma deney sertifikası (Solderer Qualification Test Certificate, SQTC), ön yumuşak lehimleme prosedür şartnamesi/talimatı (Preliminary Soldering Procedure Specification, pSPS), yumuşak lehimleme prosedür şartnamesi/talimatı (Soldering Procedure Specification, SPS), yumuşak lehimleme prosedürü onay kaydı (Soldering Procedure Approval Report, SPAR) gibi terimler söz konusu olmaktadır [39]. Uyumlaştırılmış olmamakla birlikte, yumuşak lehimlemede standardizasyon süreci kapsamında görülebilecek türde bazı prosedür ve uygulama standartları mevcuttur. Örneğin, “TS 12699: 2001 – Lehimci – Yumuşak lehim için” standardı yumuşak lehimcilik mesleği icra eden kişilerin (yumuşak lehimcilerin; solderer) tarifini, sınıflandırılmasını, bu meslekte kullanılan asgari araç–gereç ve ekipman ile her sınıftaki elemanın yumuşak lehimcilik mesleği ile ilgili sahip olması gereken özellikleri ve bu özelliklerin ölçümü ve değerlendirilmesini kapsar. Yumuşak lehim ile bağlantı/birleştirme tasarımı ve toleranslar için TS ISO 2016: 1998 (veya ASTM B828), TS EN 1254–X: 2000, TS 5024: 1987, ASME/ANSI B16.22, MSS (Manufacturers Standardization Society) SP–104 standartları; yumuşak lehim ilave metali için TS EN ISO 3677: 2017 ve TS EN ISO 9453: 2014 standartları; yumuşak lehim pastası için TS EN ISO 9454–2: 2000 ve ASTM B813 standartları yürürlüktedir.
Bu çalışmada, lehimleme teknolojisi kısaca tanıtıldıktan sonra sert lehimlemedeki standardizasyon süreci incelendi; ilgili prosedür standartları çerçevesinde BQTC, pBPS, BPS, BPAR işlemleri hakkında bilgi verildi. Bunun paralelinde, yumuşak lehimlemede de bir standardizasyon sürecinin söz konusu olabileceği vurgulanarak, SQTC, pSPS, SPS, SPAR işlemlerine kısaca değinildi.
7. Referanslar
1) R. Henson, W.J. Sperko, “What does ‘Certified’ Brazer Really Mean?”, Welding Journal, Mayıs 2017, 48–50.
2) T. Piwowarczyk, Z. Mirski, A. Winiowski, H. Drzeniek, “Documenting of Brazing Process and Qualification Test of Brazers and Brazing Operators acc. to PN–EN ISO 13585:2012”, Welding Technology Review, 85, 9, 2013, 55–63.
3) A. Winiowski, D. Majewski, “Quality of Brazing and Braze Welding – Qualification of Technology and Personnel, Test Methods”, Welding Technology Review, 88, 9, 2016, 83–86.
4) “At –2.9% CAGR, Brazing Materials Market Size is expected Growth, Forecast to 2024”, MarketWatch, Inc., 04.10.2019, https://www.marketwatch.com/press-release/at--29-cagr-brazing-materials-market-size-is-expected-growth-forecast-to-2024---research-report-by-360-research-report-2019-10-04, Erişim tarihi: 27.01.2020.
5) “Brazing Materials Market to Witness Robust Expansion by 2025”, openPR, 17.01.2020, https://www.openpr.com/news/1898995/brazing-materials-market-to-witness-robust-expansion-by-2025, Erişim tarihi: 27.01.2020.
6) C.A. Walker, V.C. Hodges, “Comparing Metal–Ceramic Brazing Methods”, Welding Journal, 87, 10, 2008, 43–50.
7) M.M. Schwartz, “Fundamentals of Brazing and Soldering”, ASM Handbook, Vol. 6: Welding, Brazing, and Soldering, Editör: D.L. Olson, T.A. Siewert, S. Liu, G.R. Edwards, ASM International, Ohio, ABD, 1993, 109–140.
8) P. Roberts, “Introduction”, Industrial Brazing Practice, 2. Baskı, Taylor & Francis Group, LLC, CRC Press, New York, ABD, 2013, xv–xxiv.
9) D.M. Jacobson, G. Humpston, “Introduction”, Principles of Brazing, ASM International, Ohio, ABD, 2005, 1–46.
10) N. Eustathopoulos, F. Hodaj, O. Kozlova, “The Wetting Process in Brazing”, Advances in Brazing: Science, Technology and Applications, Editör: D.P. Sekulic, Woodhead Publishing Ltd., Chambridge, İngiltere, 2013, 3–30.
11) A. Winiowski, “Brazing of Metals – Consumables, Technologies and Standardization”, Welding International, 22, 4, 2008, 245–248.
12) D. Davis, “Synchronized Welding”, the Fabricator, 07.05.2015, https://www.thefabricator.com/thefabricator/article/arcwelding/synchronized-welding, Erişim tarihi: 27.01.2020.
13) A. Conway, “Brazing & Soldering”, Harris Products Group, 2009, https://slideplayer.com/slide/724236/, Erişim tarihi: 27.01.2020.
14) Erlaser® Braze, Erlas Erlanger Lasertechnik GmbH, https://www.erlas.de/en/mechanical-engineering/erlaser-braze.html, Erişim tarihi: 27.01.2020.
15) U. Adler, J. Deutges, U. Grimmer, P. Herzog, S. Kalweit, A. Klassert, M. Köhler, A. Parsi, E. Schmid, D. Schnee, K. Wolf, “Soldering and Brazing of Copper and Copper Alloys”, Deutsches Kupferinstitut, Düsseldorf, Germany.
16) K. Martinsen, S.J. Hu, B.E. Carlson, “Joining of dissimilar materials”, CIRP Annals – Manufacturing Technology, 64, 2015, 679–699.
17) G.N. Morscher, M. Singh, T. Shpargel, “Comparison of Braze and Solder Materials for Joining Titanium to Composites”, Brazing & Soldering Today, Mart 2007, 62–67.
18) K. Allen, S.L. Feldbauer “The Brazer’s Question: Paste or Preforms?”, Welding Journal, Mart 2007, 55–57.
19) D. Schnee, “Principles of Brazing and Soldering–Joining Technology”, Umicore Marketing Services, Paris, Fransa, Eylül 2019, https://www.umicore-brasage.fr/wp-content/uploads/2019/09/Umicore-BrazeTec-Principles-of-Brazing.pdf, Erişim tarihi: 27.01.2020.
20) https://www.globalspec.com/FeaturedProducts/Detail/LucasMilhauptGlobalBrazingSolutions/Filler_Metals_General_to_Critical_Applications/199472/0, Erişim tarihi: 27.01.2020.
21) K.–Y. Lee, “Brazing Ceramic to Stainless Steel Enhanced by Surface Modification”, Brazing & Soldering Today, Eylül 2007, 35–39.
22) Welding & Brazing Approvals, HPi–CEproof Ltd., İngiltere, http://www.eucertification.com/welding-brazing-approvals, Erişim tarihi: 27.01.2020.
23) D. Kay, “Liquid Penetrant Inspection in Brazing?”, Vac Aero International Inc., Ontario, Kanada, 06.11.2013, https://vacaero.com/information-resources/vacuum-brazing-with-dan-kay/1348-liquid-penetrant-inspection-in-brazing.html, Erişim tarihi: 27.01.2020.
24) T. Ima, “Yamaha Revs Your Heart”, Engineering Edge, 3, 2, 2014, 13–16.
25) C. Chovet, S. Guiheux, “Possibilities Offered by MIG and TIG Brazing of Galvanized Ultra-High Strength Steels for Automotive Applications”, La Metallurgia Italiana, 7–8, 2006, 47–54.
26) J.L. Song, S.B. Lin∗, C.L. Yang, C.L. Fan, “Effects of Si Additions on Intermetallic Compound Layer of Aluminum–Steel TIG Welding–Brazing Joint”, Journal of Alloys and Compounds, 488, 2009, 217–222.
27) Gerri, @missmetal917, InsStore, 9 Ekim 2019, https://www.insstoreweb.com/media/B3ZSqJhghzw, Erişim tarihi: 27.01.2020.
28) “First time using silicon bronze filler so much fun!” #tigbrazing #tiglife #welding, InsStore, 8 Aralık 2019, https://www.insstoreweb.com/tag/tigbrazing, Erişim tarihi: 27.01.2020.
29) H.S. Loo, P.H.P. Yeow, “Effects of Two Ergonomic Improvements in Brazing Coils of Air–Handler Units”, Applied Ergonomics, 51, 2015, 383–391.
30) I. Iavicoli, V. Leso, L. Fontana, D. Cottica, A. Bergamaschi, “Characterization of Inhalable, Thoracic, and Respirable Fractions and Ultrafine Particle Exposure During Grinding, Brazing, and Welding Activities in a Mechanical Engineering Factory”, Journal of Occupational and Environmental Medicine, 55, 4, 2013, 430–445.
31) P.T. Vianco, “AWS Breaks New Ground with Soldering Specification”, Welding Journal, 87, 10, 53–54, October 2008.
32) “Web of Science”, Clarivate Analytics, http://apps.webofknowledge.com/, Erişim tarihi: 27.01.2020.
33) T. Kuzio, “Approval of Brazing Technology and Examination of Brazers According to European Standards”, Institute of Welding Bulletin, 47, 3, 2003, 51–55.
34) T. Kuzio, “Recognized Technology and Competent Staff as the Basis for Ensuring the Quality of Brazed Products”, Welding Review, 76, 8–9, 2004, 71–73.
35) J. Nowacki, M. Chudziński, P. Zmitrowicz, “Documenting and Accepting of Brazing Technology”, Welding Review, 78, 11, 2006, 26–31.
36) V. Verbitchi, L. Botila, C. Ciuca, A. Kostov, A. Milosavljevic, R. Todorovic, “Improving a Brazed Joint Structure with a New Ecological Brass”, Advanced Materials Research, 1111, 2015, 19–24.
37) G. Rogalski, M. Landowski, A. Swierczynska, J. Labanowski, J. Tomkow, “Qualification of Brazing Procedure for Furnace Brazing of Austenitic Steel According to Requirements of the ASME BPVC, section IX”, Welding Technology Review, 91, 9, 2019, 13–24.
38) C. Truta, M. Ciocanescu, A. Amzoi, “Issues in Manufacture and Qualification of Specialty Brazed Joints for Nuclear Applications”, Advanced Materials Research, 1138, 37–42.
39) “Soldering Procedure Specifications, Procedure Qualification Records and Solderer Performance Qualification Records”, CDA, Copper Development Association Inc., New York, Ağustos 2000, https://www.copper.org/applications/plumbing/techref/procedure/solder_proced_specs.pdf, Erişim tarihi: 27.01.2020.