



11 Mayıs 2018 sabahı sosyal medyada Kanada Başbakanı Justin Tredeau’nun bir paylaşımı göze çarptı: Alcoa, Rio Tinto, Apple ve Quebec yerel hükümeti binlerce Kanadalı’ya yeni iş alanları yaratacak, Kanada’nın karbon ayak izini azaltacak ve Kuzey Amerika Alüminyum sanayini güçlendirecek bir işbirliğine imza attı. Proje geleneksel birincil alüminyum üretiminde oluşan bütün sera gazı salınımlarını ortadan kaldıran ve bunun yerine oksijen üreten –evet yazım hatası değil, “oksijen üreten”- ve birincil alüminyum üretim teknolojisinde bir “devrim” ve aynı zamanda küresel iklim değişimi ile mücadele için kararlı bir adım olarak tanıtıldı.

Projenin endüstriyel ölçekte kullanıma geçmesi, yani ticarileşmesi için için Amerikan birincil alüminyum üreticisi ALCOA (Aluminum Company of America), Rio Tinto (Eski ALCAN-Aluminum Company of Canada) ve ELYSIS bir ortak girişim oluşturdu ve iki aşamalı olarak gerçekleştirilmesi planlanan projenin bütçesi 558 milyon Kanada Doları (yaklaşık 435 milyon Amerikan Doları) olarak deklare edildi.
Proje endüstriyel uygulamaya geçebilirse, Kanada yıllık sera gazı üretimini 6.5 milyon ton azaltacak. Bu rakam yaklaşık olarak 1.8 milyon adet otomobilin bir yılda ürettiği sera gazı salınımına eşit.

Kanada alüminyum endüstrisinin yerel alüminyum üretim hacmi 4.6 milyar Kanada doları (yaklaşık 3.59 milyar Amerikan Doları) ve ABD’ye yıllık alüminyum ihracat hacmi 9.5 milyar Kanada Doları (yaklaşık 7.41 milyar Amerikan Doları).
Kanada Devleti, bu projeyi, 1.26 milyar Kanada Doları (980 milyon Amerikan Doları) bütçeye sahip ve Kanada’da yüksek kaliteli iş yatırımlarını destekleyen, ekonomik büyümeyi amaçlayan ve Kanada firmalarının ekonomideki gücünü arttırmayı önceleyen “Stratejik Yenilik (İnovasyon) Fonu” içinde destekleyecek. Projenin 2024 yılına kadar endüstriyel ölçekte uygulanabilir hale gelmesi öngörülüyor.
Geleneksel Birincil Alüminyum Üretimi
Yapılan açıklamalarda bu teknolojik devrime ilişkin bir bilgi yok ancak birincil alüminyum teknolojilerine aşina olanlar, bu devrimin bir “inert anot devrimi” olduğunu hemen görecektir.
Alüminyum içeren cevherlerden, metalik alüminyumun kazanımı karmaşık ve maliyetli bir prosestir.
Alüminyumun doğada yalnızca oksit ve oksit karışımları formunda bulunması ve cevherlerin alüminyumlu oksitlerden daha kolay indirgenen diğer bir takim oksitleri de içermesinden dolayı, doğrudan cevherin indirgenmesi yolu ile elde edilen alüminyumun teknik açıdan kullanılamayacak kadar katışıklı olmasıdır. Alüminyum demir cevheri gibi karbon ile indirgenmesi için 2000 OC üzerine ulaşmak gerekir. Alüminyum aynı zamanda kalsiyum ve titanium ile birlikte karbür yapıcı ender hafif metallerdendir. Benzer şekilde alüminyum oksidin hidrojen gazı ile de redüksiyonu mümkün değildir. EMF serisindeki -1.66 V oksidasyon potansiyeli nedeni ile sulu çözeltilerinden redüklenmeye çalışıldığında, katotdan sadece hidrojen gazı çıkar. Diğer pek çok alkali ve toprak alkali metal gibi klorürlü tuzlarından elektrolizi ile de üretilemez, çünkü AlCl3 186 OC’de buharlaşır. Teorik olarak AlF3’den üretimi mümkün görünse de, dünya birincil alüminyum gereksinimini karşılayacak miktarda florürlü alüminyum cevheri yoktur.
Başta demir ve silisyum olmak üzere, boksit cevheri içindeki yabancı oksitleri gidermek ve saf alüminyum oksiti tek başına elde etmek, metale gidebilmenin ön koşuludur.
Bilindiği gibi, geleneksel birincil alüminyum üretimi, birbirinden bağımsız üç süreçten oluşur :
1. Boksit madenciliği
2. Boksit cevherlerinden Bayer Prosesi ile alümina üretimi,
3. Alüminadan “Ergimiş Tuz Elektrolizi (Hall-Herault Prosesi)” ile metalik alüminyum üretimi,
Özellikle ergimiş tuz elektrolizi aşaması “enerji yoğun” bir aşamadır.
Birincil alüminyum üretiminin gerçekleştiği birim ünite “alüminyum elektroliz hücresi” olarak tanımlanır.

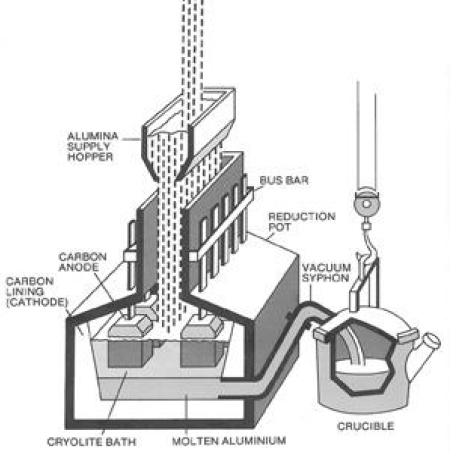
Derin olmayan hücre haznesi, elektrolit ve üretilen sıvı metalik alüminyumu tutar. Elektrik enerjisi bara sistemi ile hücreye gelir ve yine bara sistemi ile bir sonraki hücreye geçer. Boyutları, tipleri ve sayıları tesislere göre değişen elektroliz hücrelerinin her biri bağımsız üretim birimi olup elektriksel olarak birbirlerine seri bağlanmışlardır. Tüm tesislerdeki hücrelerde ortak olan hücre bileşenleri:
- anot donanımı,
- katot donanımı,
- anot ve katot bara sistemleri,
- elektrolit,
- alüminyum metal rezervi ve
- hücre kumanda panosundan oluşur.
Bu konstrüksiyon elemanları arasında hem hücre tipini hem de teknolojiyi ve teknoloji düzeyini tanımlayan, işlev olarak özellikle modern teknolojilerde hücre hizmetleri için kurulu sistemleri mekanik olarak taşıyan ve en önemlisi hücrenin rejimini büyük ölçüde belirleyen ANOT’tur. Endüstriyel hücreler anotlarına göre iki kategoriye ayrılmaktadırlar:
-Söderberg anotlu hücreler ve
-Ön-pişirilmiş (prebaked) anotlu hücreler
Söderberg anotlu hücreler, artık terkedilmekte olan, koklaşma sürecinin hücre üzerinde oluştuğu sürekli anot tipli hücrelerdir. Bu tip hücreler kendi kendine pişen anota sahip hücrelerdir. Anot pasta, anota istenilen şekil ve ölçüleri veren metal bir kasaya yüklenir. Anodun koklaşması, yani gerekli elektrik iletkenliğine sahip, dayanıklı, monolitik bir blok haline dönüşmesi, ısı aracılığı ile gerçekleşir. Anot tabandan tükendikçe yeni pasta ilave edilir.
Söderberg anotlar, bağlayıcı olarak % 25-28 taşkömürü zifti ve petro-kok agregatından oluşur. Anot pişme işlemi, hücre üzerinde, elektroliz sırasında yaklaşık 960°C’de gerçekleşir ve anot tükendikçe yeni blok formundaki anotlar eklenir.
Anodun hücre üzerinde koklaşmasından ötürü, işletme operasyonu ve stabilizasyonu, prebaked hücrelere göre daha zordur. Otomatik kontrol uygulama fırsatı sınırlıdır ve birim elektrik tüketimi prebaked hücrelerden daha yüksektir. Yine işletme stabilizasyonuna bağlı olarak, kirli gaz salınımı daha fazladır.
Prebaked = ön-pişirilmiş anodlu hücreler ise koklaşma sürecinin başka bir birimde gerçekleştiği, bloklar halinde elektrolizhanelere getirilip kullanılan, ön-pişirilmiş anot tipli hücreler.
Ön-pişirilmiş anotlar % 13-16 arasında bağlayıcı olarak taşkömürü zifti ve petro-koktan oluşur. Özel anot pişirme fırınlarında 1150-1200°C’de pişirilerek anot formunu alırlar. Bir anot çubuğuna birli, ikili, üçlü, dörtlü, beşli ya da altılı gruplar halinde bağlanabilirler. Anot çubuğuna bağlamak için dökme demir ya da karbon esaslı dövme ve pasta formunda bağlayıcılar kullanılır. Hücre akım şiddetine bağlı olarak 22-30 gün arasında yenileri ile değiştirilirler.
Anotların dışarıda hazırlanmasından ötürü işletme operasyonu ve stabilizasyonu daha iyidir. Otomatik kontrol ve nokta alümina besleme sistemleri çok rahat uygulanabilir ve bunlara bağlı olarak elektrik ve hammadde tüketimleri daha düşüktür. CO2 salınım değerleri Soderberg hücrelerden daha iyidir.
Ön-pişirilmiş anotlu hücreler çok anotlu hücrelerdir. Anot sayıları akım şiddetine bağlı olarak değişir. Anotlar akım ileten ve anot sistemini taşıyan alüminyum baralar ile oluşturulan çerçeveye asılır. Tükenen anotlar yenileri ile değiştirilir.

Hem ön-pişirilmiş hem de Soderberg anotlu hücreler de katot yapısı benzerdir ve yüzey alanı anot yüzey alanından yaklaşık 4/3 oranında daha büyüktür. Ancak, katodun efektif (sıvı metal) yüzey alanı anodun yüzey alanına eşit olacak şekilde ayarlanır. Bu ayarlama hücrenin üstünde ve yan yüzeylerinde bir miktar katı elektrolit tabakası oluşturularak sağlanır.
Bugün yaygın olarak kullanılan hücreler, ön-pişirilmiş anotlu hücrelerdir.
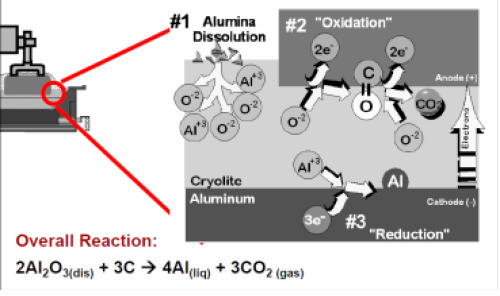
Alüminyum ergimiş tuz elektrolizi, alüminanın, elektrik akımı altında ergimiş kriyolit banyosu içinde çözünerek, alüminyum ve oksijene de-iyonize olma prosesidir.
Elde edilen pozitif yüklü alüminyum iyonları, negatif elektrot olarak davranan katotta, negatif yüklü oksijen iyonları ise pozitif elektrot olarak davranan anotta toplanarak, anot karbonu ile reaksiyona girerler ve CO2 oluşturarak sistemi terk ederler. Bu nedenle anot sürekli olarak tüketilir ve belirli periyotlarda yeniden beslenmesi (Söderberg hücrelerde) ya da yenilenmesi (ön-pişirilmiş hücrelerde) gereklidir.
Elektroliz olayının çerçevesi aşağıdaki gibi özetlenebilir :
Suyun (daha doğrusu Hidrojenin) bulunmadığı bir ortamda karbon esaslı hazne-katot ve yine karbon esaslı anot arasında düşük voltaj ve yüksek akım şiddetinde bir elektrik arkı oluşturup bir yandan şarjı sıvı tutarken diğer yandan da elektrokimyasal iş yapmak...
Böylece reaksiyon ortamını hem elektroliz hücresi hem de doğru akım ark ocağı olarak kullanmak... (İ.Duman, II. Alüminyum Sempozyumu Açılış Sunusu)
Kriyolit-alümina ergiyiklerinin elektrolizinde gerçekleşen kimyasal reaksiyonlar, elektrolit içindeki bileşiklerin birçok şekilde iyonlara ayrılması nedeni ile çok çeşitli ve karmaşıktır. Ancak sonuç olarak katot tabanda alüminyum ve anotta oksijen açığa çıkması reaksiyonların basit gibi algılanmasına neden olur. Gerçekte ise reaksiyonların hepsi tam olarak bilinmemektedir.
Alüminyum baralardan elektrik akışı elektron hareketi ile gerçekleşirken (elektronik), elektrolit içindeki elektrik akışı Na+ ve F- iyonlarının hareketi (iyonik) ile gerçekleşir. Elektrot yüzeyindeki elektrik akışı ise elektrokimyasaldır. Yani elektrokimyasal reaksiyon sonucu iyonik mekanizma elektronik mekanizmaya dönüşür.
Eğer aşağıdaki reaksiyonlar gerçekleşmez ise elektrik akışı durur:
Anotta:
Al2O3 + 6NaF + 3/2C 2AlF3 + 3/2 CO2 + 6Na- + 6e
Katotta:
2AlF3 + 6Na- + 6e 2Al + 6NaF
Toplam reaksiyon :
Al2O3 + 3/2C 2Al + 3/2 CO2 Ticari hücreler 60 kA’den 700 kA ve daha üstüne kadar akım şiddetine sahip olabilir ve hücre başına günlük üretim 450 kg’dan 5 500 kg’a kadar çıkabilir.
Ergimiş tuz elektrolizi ile alüminyum üretimi enerji yoğun bir prosestir. Bu nedenle elektroliz tesisleri kurulurken yeterli, uzun süreli ve güvenilir elektrik enerjisinin sağlanabileceği yerler seçilmelidir.
Üretilen alüminyumun % 99’dan fazlası % 99.0 ve % 99.80 arasında alüminyum içeriğine sahip, ticari kalite alüminyumdur.
Geleneksel ergimiş tuz elektrolizi yönteminin en önemli sorunlarından birisi de “anot etkisi”dir. Alümina besleme teknolojisine bağlı olarak elektrolit içindeki çözünmüş alümina miktarı % 2-3.5 arasında tutulur. Ancak alümina çözünmüş konsantrasyonu, kritik nokta olan % 2 değerinin altına düştüğü zaman anot etkisi gerçekleşir. Anot etkisi rastgele gerçekleşmesine karşın önceden tahmin edilebilir.
Anot etkisi sırasında anot karbonu, ortamda alümina konsantrasyonunun düşük olması nedeni ile yeterince oksijen olmadığından, elektrolit banyosu içerisindeki flor ile reaksiyona girerek perflorokarbon (PFC) gazları oluşturur.
Perflorokarbon gazları yani CF4 ve C2F6 elektroliz işleminde sadece anot etkisi sırasında oluşur. Ancak bu gazlar atmosferde % 0.5’den daha az oranlarda olmalarına karşın, ömürleri yaklaşık 6 000 yıldır ve CO2 eşdeğeri 6 000’dir.
İnert Anot Teknolojisi
Günümüz dünyasında, ticari boyutta birincil alüminyum üretiminin tamamı alüminyum elektroliz hücrelerinde gerçekleştirilmektedir. Hall-Heroult yöntemi olarak bilinen elektroliz yoluyla alüminyum üretim prosesi yerine, alternatif yöntemler üzerinde uzun süreden beri çalışılıyorsa da ve hatta bazı pilot tesisler kurulmuş olsa da, bu yöntemlerin endüstriyel uygulama alanı bulacaklarına dair tüm ümitler kaybolmuş gibi idi ve araştırmalar bu yöntemin performansını artırma yönünde yoğunlaştırılmıştı.
Bilindiği gibi başta nadir toprak elementleri, silisyum, mangan, sodyum, kalsiyum, lityum gibi değerli metallerin üretilebilmesi çok büyük oranda enerji bulunabilirliğine bağlı. Sürdürülebilirlik bağlamında “temiz” ve “ucuz” enerji temini kadar, enerjinin verimli ve çevreyi kirletmeden tüketilmesi de önemli. Burada alüminyum üretim teknolojilerinde yaşanan gelişmeler, küresel ölçekte bütün değerli metallerin sürdürülebilir üretiminde bir ufuk açabilir.
Birincil alüminyum üretim teknolojileri özelinde, inert anot kullanımı ile;
- CO2 salınımı azaltılabilir ya da tamamen ortadan kaldırılabilir,
- Anot etkisi ortadan kaldırılabilir ve
-PFC (perflorokarbon) gazlarının salınımı engellenebilir.
Öte yandan, inert anot kullanımı karbon anot üretimine gerek bırakmayacağından yeni birincil alüminyum tesislerinin yatırım maliyetleri ve anot değişimi ve üretimine gerek kalmayacağından üretim maliyetleri de düşecektir. İnert anot kullanımı ile aynı zamanda, yüksek yüzey alanı sayesinde üretkenlik artacak, karbon anot kaynaklı kirlilikler olmayacağı için metal kalitesi artacak, proses daha basitleşeceği için kolay kontrol edilebilecek ve böylece hücre ömrü uzayacaktır. ELYSIS’in açıkladığı gibi yan-ürün olarak oksijen çıkışı da prosesin önemli avantajlarından birisi olacaktır.
İnert anot teknolojisinde en kritik nokta anot malzemesinin ne olacağıdır. Çünkü anot malzemesi hem elektriği iletebilmeli, hem yüksek oksidasyon direncine sahip olmalı hem de kriyolit esaslı elektrolit banyosu içinde çözünmemelidir.
Küresel sera gazı salınımının yaklaşık %1’i birincil alüminyum üretim sürecinde üretilen CO2 ve anot etkisi sırasında salınan PFC gazları kaynaklı. Bu yeni teknoloji alüminyum metalini karbon ayak izini sıfırlamaya hatta yarı-ürün olarak oksijen üreterek negatife getirmeye aday.
Yeni teknolojiye ilişkin elimizdeki teknik bilgi kısıtlı. Ancak Kanada devlet fonları ve iki büyük birincil alüminyum üreticisi ile saygın bir teknolojik kurumun bu ortaklığı alüminyumcuları heyecanlandırmaya yetiyor.
Önümüzdeki günlerde ulaşılabilen teknik bilgileri de paylaşmak umudu ile…
Kaynaklar:
1. https://.pm.gc.ca/eng/news
2. https://aluminiuminsider.com/alcoa-and-rio-tinto-announce-breakthrough-carbon-free-aluminium-smelting-process/
3. https://www.lightmetalage.com/news/industry-news/smelting-alcoa-rio-tinto-form-joint-venture-develop-emissions-free-aluminium-production-process/
4. https://www.treehugger.com/green-investment/push-apple-revolutionary-process-removes-co2-aluminium-smelting-html
5. Modernization of Prebake Cells, Halvor Kvande, Hydro Aluminium
6. II.Alüminyum Sempozyumu ve Sergisi Açılış Sunusu, Prof.Dr. İsmail Duman /Seydişehir
7. The Future of Aluminium Smelting, Barry Welch
8. Inert Anode Development for High-Temperature Molten Salts, Dihua Wang-Wei Xiao, Molten Salt Chemistry, 2013
9. Alüminyum Üretim Yöntemleri, Erman Car, TMMOB Metalurji Mühendisleri Odası Yayımı, 2011