



Dr.–Müh. Onur BALKAN, Metalürji & Malzeme Müh.
Dr.–Ing. Savaş YAVUZ, Metalürji & Malzeme Müh.
TeknoLab, Teknoloji Laboratuvar Hiz. Ltd. Şti.
ÖZET
Optimum kalitede, uluslararası geçerlilikte ve tekrarlanabilir özellikte güvenilir kaynaklı imalat dikkate alındığında, tüm kaynak uygulamaları için standardizasyon elzem hale gelmektedir. Bu bakımdan, kaynak imalatçılarının (kaynakçı, kaynak operatörü, mühendisi, denetçisi, vs.), hatta müşterilerin ve diğer ilgili kişilerin de kaynak uygulamalarında standardizasyon süreci konusunda yeterli bilgiye sahip olması gerekir.
Bu makalede amaç 10.07.2013 tarihli ve 28703 sayılı Resmi Gazete’de yayımlanan 305/2011/AB Avrupa Birliği Yapı Malzemeleri Yönetmeliği uyarınca zorunlu hale gelen WQTR – Kaynakçı/Kaynak Operatörü Onayı, pWPS – İlk Kaynak Prosedürü Şartnamesi (İlk Kaynak Talimatı), WPS – Kaynak Prosedürü Şartnamesi (Kaynak Talimatı), WPQR – Kaynak Prosedürü Onayı gibi standardizasyon işlemlerini kısaca tanıtmaktır.
Anahtar kelimeler: kaynak, standardizasyon, WQTR, pWPS, WPS, WPQR.
ABSTRACT
Regarding reliable welding manufacturing in optimum quality, international validity, and re–producible character under certain conditions, standardization becomes of indispensable for all welding applications. In this respect, it is clearly necessity to have adequate knowledge of standardization procedure about welding applications for not only welding manufacturer (welders, welding operators, engineers, inspectors, etc.), but also customers and other peoples who are interested in welding.
The goal of this technical article is to inform us standardization processes on welding applications such as Welder/Welding Operator Qualification Test Record (WQTR), Preliminary Welding Procedure Specification (pWPS), Welding Procedure Specification (WPS), Welding Procedure Qualification Record (WPQR).
Keywords: welding, standardization, WQTR, pWPS, WPS, WPQR.
1.GİRİŞ
Standard bize neyin nasıl olması gerektiğini kurallarla bildirerek, imalatta, anlayışta, ölçme ve deneyde bir–örneklik getirir [1, 2]. Standardizasyon (standartlaşma) ise belirli bir faaliyet ile ilgili olarak ekonomik fayda sağlamak üzere, ilgili tarafların belirli kurallar koyma ve bu kuralları uygulama işlemidir. Can ve mal güvenliği esas alınarak, kalitenin alt sınırları belirlenir. Kısacası, standardizasyon süreci kısıtlı imkanları optimum değerlendirme gayretleri olarak görülebilir [2].
Metallerin kaynaklı birleştirmesinde çok çeşitli kaynak yöntemleri uygulanır. Bunlardan en yaygın olanları şöyle sıralanabilir: Oksi–gaz kaynağı, örtülü elektrot ark kaynağı (SMAW, MMAW), gaz–altı kaynağı (GMAW, MIG, MAG, TIG), ve toz–altı kaynağı (SAW) yöntemleri.
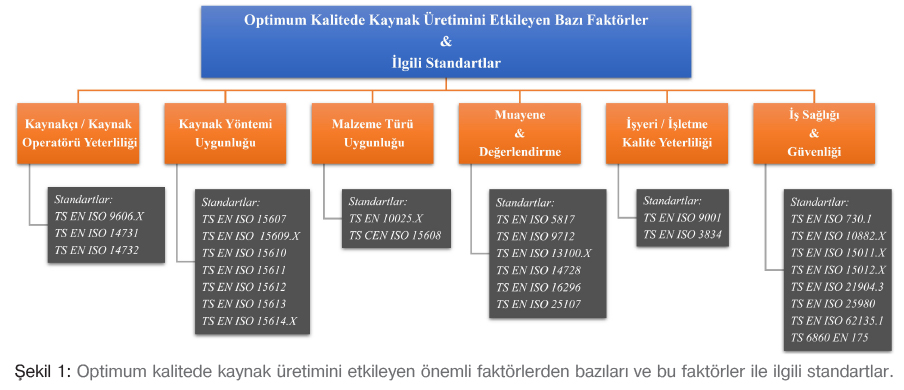 Her kaynak yöntemi her metale aynı şekilde uygulanamaz. Kaynak işlemi sırasında veya hemen sonrasında kaynak bölgesinde (kaynak metali [KM] ve ısı tesiri altındaki bölge [ITAB]) oluşan tane büyümesi, martenzit yapı dönüşümleri, hidrojen gevrekliği, sıcak/soğuk yırtılmalar, gözenek oluşumu, kalıntı gerilmeleri ve bunların sebep olduğu mikro/makro çatlaklar gibi çeşitli kaynak kusurları meydana gelebilir. Bu sebepten dolayı kaynak edilecek metalin uygulanacak kaynak yöntemine ve diğer ilgili kaynak parametrelerine uygunluğunun önceden bilinmesi gerekir. Bunun yanında, insan, işletme, çevre, iş sağlığı ve güvenliği gibi faktörler de göz önüne alınmalıdır. Optimum kalitede, uluslararası geçerlikte ve belli şartlarda tekrar edilebilir/üretilebilir kaynak imal edebilmek için kaynak konusunda standardizasyon süreçlerinin geliştirilmesi ve imalatçıların/denetçilerin bu süreçlere uyması gerekir. Optimum kalitede kaynak üretimini etkileyen önemli faktörlerden bazıları ve bunlarla ilgili standartlar Şekil 1.’de grafik olarak görülmektedir.
Her kaynak yöntemi her metale aynı şekilde uygulanamaz. Kaynak işlemi sırasında veya hemen sonrasında kaynak bölgesinde (kaynak metali [KM] ve ısı tesiri altındaki bölge [ITAB]) oluşan tane büyümesi, martenzit yapı dönüşümleri, hidrojen gevrekliği, sıcak/soğuk yırtılmalar, gözenek oluşumu, kalıntı gerilmeleri ve bunların sebep olduğu mikro/makro çatlaklar gibi çeşitli kaynak kusurları meydana gelebilir. Bu sebepten dolayı kaynak edilecek metalin uygulanacak kaynak yöntemine ve diğer ilgili kaynak parametrelerine uygunluğunun önceden bilinmesi gerekir. Bunun yanında, insan, işletme, çevre, iş sağlığı ve güvenliği gibi faktörler de göz önüne alınmalıdır. Optimum kalitede, uluslararası geçerlikte ve belli şartlarda tekrar edilebilir/üretilebilir kaynak imal edebilmek için kaynak konusunda standardizasyon süreçlerinin geliştirilmesi ve imalatçıların/denetçilerin bu süreçlere uyması gerekir. Optimum kalitede kaynak üretimini etkileyen önemli faktörlerden bazıları ve bunlarla ilgili standartlar Şekil 1.’de grafik olarak görülmektedir.
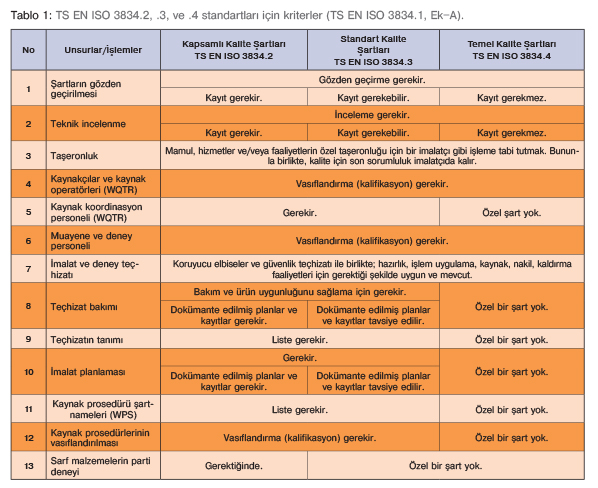
10.07.2013 tarihli ve 28703 sayılı T.C. Resmi Gazete’de yayımlanan 305/2011/AB Avrupa Birliği Yapı Malzemeleri Yönetmeliği (Construction Products Regulation of the European Parliament and of the Council of the European Union, CPR 305/2011/EU) uyarınca, tüm ürünlerin CE onayına sahip olması yasal zorunluluk haline gelmiştir. CE onayı alabilmek için üreticilerin bağımsız bir onaylı kuruluştan ilgili standartlara uygun üretim yaptığına dair Fabrika Üretim Kontrolü (Factory Production Control, FPC) belgesi alması gerekir [3]. Kaynaklı imalatlarda, imalatçılar “TS EN ISO 3834.X – Metalik Malzemelerin Ergitme Kaynağı İçin Kalite Şartları” standardına göre imalat yapmalıdır. TS EN ISO 3834.X standartlar serisine göre yapılacak işlemler ve bunlarla ilgili olarak kalite seviyeleri ve kriterleri Tablo 1.’de verilmiştir.
Bu standardizasyon süreci içerisinde, kaynakçılar ve kaynak operatörleri sırasıyla TS EN ISO 9606 ve 14732 standartlarına göre sertifikalandırılmış (Kaynakçı/Kaynak Operatörü Onay Raporu [WQTR – Welder/Welding Operator Qualification Test Record]) ve kaynak muayene personeli TS EN ISO 9712 standardına göre eğitilmiş ve belgelendirilmiş olmalıdır. TS EN ISO 15607–15614 standartlarına göre Kaynak Prosedürü Şartnamesi (Kaynak Talimatı [WPS – Welding Procedure Specification]) hazırlamalı, Kaynak Prosedürü Onayı (WPQR – Welding Procedure Qualification Record) almalı ve bu Kaynak Prosedürü Şartnamesine (WPS) göre imalat yapmalıdır.
TS EN ISO 3834.X standart serisine göre ön şart olabilen WQTR, WPS ve WPQR belgelerinin kullanıldığı bazı sektörler ve bunlarla ilgili standartlar şöyle sıralanabilir: Çelik konstrüksiyon imalatçıları ve halatlı kaldırma makine imalatçıları (TS EN 1090.1, .2, .4 ve 1993.1), alüminyum konstrüksiyon imalatçıları (TS EN 1090.1, .3, .5), basınçlı kap imalatçıları (Basınçlı Ekipmanlar Direktifi [PED], TS EN 12952, 12953, CE Belgelendirme, TS EN 303.1, TS EN 13445.X, AD 2000–HP), demiryolu sektörü (TS EN 15085.1, 15085.2), dikişli çelik boru imalatçıları (TS EN 10217.1–.7), su borulu kazanlar (TS EN 12952.X) ve silindirik kazanlar (TS EN 12953.X), endüstriyel metalik borular (TS EN 13480.X), inşaat iskeleleri, makina imalatı, konveyör hatları, çelik bacalar, merdivenler, metal bariyerler, rüzgar türbini kuleleri, enerji sistemleri, vs.
Kaynak sektöründe, standardizasyon işlemleri ifade edilirken, ilgili standart adı veya numarası yerine, son zamanlarda bunların İngilizce isimlerinin kısaltmaları (WQTR, pWPS, WPS, WPQR, vs.) daha yaygın olarak kullanılmaktadır. Bu çalışmanın amacı metal kaynak sektöründeki standardizasyon süreci ve standardizasyon işlemleri (WQTR, pWPS, WPS, WPQR) hakkında ilgili standartlar doğrultusunda bilgi vermektir.
2. LİTERATÜR ARAŞTIRMASI
Temiz [3] 305/2011/AB Yapı Malzemeleri Yönetmeliğine göre, çelik yapı imalatçılarının Fabrika Üretim Kontrol (FPC) sistemini belgelendirilmede kaynak kalite şartlarını belirtmiştir. Dilibal ve arkadaşları. [4] kaynak otomasyonunda (robotlu, mekanize ve orbital kaynak uygulamalarında) kaynak operatörü eğitimi konulu çalışmalarında, önemli kriterlerin kaynak operatörün eğitimi, kaynak öncesi kontrol ve uygun kaynak parametrelerinin ve programlama bilgisinin hatasız olarak girilmesinin zorunlu olduğunu belirtmişler ve iş sağlığı ve güvenliği bakımından otomatik kaynak uygulamasına zamanında müdahale edebilmesi için kaynak operatörünün ark, şok ve dokunma sensörleri, lazer arama ve takip sistemleri, vs. konularında bilgi sahibi olmasının gerektiği üzerinde durmuşlardır. Erçevik [5] imalat sürecinde kalite gereklerinin yerine getirilmesi ve bu konuda çalışan kaynak personeli üzerine düşen görevler konulu çalışmasında, üreticilerin hangi seviyede yetkinliğe sahip kaynak denetim personeline ihtiyaç duyduğu ve kaynak denetim personellerinin (Uluslararası Kaynak Mühendisleri, Kaynak Teknikerleri, Kaynak Uzmanı, vs.) etkin görev alanlarını açıklamıştır. Elhan ve Özarpa [6] canlı çelik boru hatlarında “hot–tap fitting kaynakçı belgelendirmesi” konulu çalışmasında, kaynakçılarının belgelendirme süreçlerini, WPS/WPQR standardizasyon süreçlerini rapor etmiştir. H. Daşcau [7] Romanya’da uygulanan uluslararası seviyedeki kaynakçı ve kaynak denetçisi sertifikalandırma sürecini rapor etmiştir.
Urbanski [8] gemi pervane şaftlarının her biri yaklaşık 23 ton ağırlığındaki ve 5,3 x 4,4 x 3,1 m3 ölçülerindeki düşük karbonlu (azami %0,23 C) ve düşük alaşımlı (azami %0,60 Si, %0,70–1,60 Mn, %0,04 S ve %0,04 P) döküm çelik mesnetlerinin WPS/WPQR çerçevesinde yapılan kaynak uygulamalarında, bölgesel ısıl işlemin kaynak bölgesi üzerindeki etkilerini, tahribatsız ve tahribatlı deney sonuçları ile rapor etmiştir. Asa ve Özcan [9] demiryolu/raylı sistem araçlarının kaynaklı imalatında, TS EN 15085.X standardına göre tasarım, devreye alma, üretim ve kalite kontrol süreçlerini tanıtmıştı ve WQTR, WPS, WPQR işlemlerinden bahsetmişlerdir. Paşaoğlu [10] yaptığı yayında zırh çeliğine uygulanan ark saplama kaynağında TS EN ISO 14555 standardına göre yapılan kaynak yöntemi/işlemi onayı (WPQR) ve tahribatlı/tahribatsız deneyler hakkında bilgi vermiştir. Biner [11] “TS EN ISO 15614.X – Metalik Malzemeler İçin Kaynak Prosedürlerinin Şartnamesi ve Vasıflandırılması, Kaynak Prosedürü Deneyi” standart serisine göre kaynaklı parçalara uygulanan tahribatlı test yöntemlerini ve bu yöntemlerde kullanılan test cihazlarının kalibrasyonu hakkında bilgi vermiştir.
Ergün [12] kaynaklı imalat sektöründe yaygın olarak kullanılan ve yakın dönemde revize edilen standartları kısaca tanıtmıştır. Bu standartlardan bazıları: TS EN ISO 3834 kaynakta kalite şartları, TS EN ISO 5817 kaynak kusurları için kalite seviyeleri, TS EN ISO 13916 kaynakta ön–ısıl işlem, TS EN ISO 14555 saplama kaynağı, TS EN ISO 14731 kaynak personeli, TS EN ISO 15614–X kaynak prosedürü deneyi, TS EN ISO 17662 kaynak teçhizatının kalibrasyonu, doğrulama ve geçerliliği, TSE CEN ISO/TR 15608 kaynakta malzeme gruplandırma olarak sayılabilir. Zhou et al. [13] metallerin gaz altı kaynak uygulamaları (GMAW) için WPS/WPQR belgelerinin oluşturulmasında bilgisayar destekli dijital bir ağ sistemi oluşturduklarını ileri sürdüler. Elöve ve Arslan [14] ise Magmaweld firmasında, kaynaklı imalatların bu standartlara uygunluğunu kontrol edebilmek için WPS ve WPQR formları içeren bir veri haberleşme platformu (MagNET) geliştirildiğini rapor ettiler. Tam dijital entegrasyon sağlayan bu platform ile kaynak prosesinden eş–zamanlı olarak alınan veriler kaydedilmekte, veri analizi ve iç–denetim yapılabilmekte, böylece iş–yükü, iş–süresi ve maliyet azaltılabilmektedir. Gönül ve Bayraktaroğlu [15] tahribatsız muayene personelinin eğitimi konulu çalışmalarında, TS EN ISO 9712 standardına göre belgelendirme için gerekli olan eğitim şartlarını belirtmişlerdir.
3. KAYNAK UYGULAMALARINDA STANDARDİZASYON İŞLEMLERİ
3.1. WQTR – Kaynakçı/Kaynak Operatörü Onay Raporu
WQTR: Welder/Welding Operator Qualification Test Record
“AWS 3.0 – Standart Kaynak Terimleri ve Tarifleri” standardına göre “kaynakçı” manuel veya yarı–otomatik olarak kaynak yapan kişi, “kaynak operatörü” ise otomatik, mekanize veya robot kaynak ekipmanları ile adaptif (uyarlamalı) kontrol yapan kişi olarak tanımlanır. Kaynakçıların yeterlilikleri TS EN ISO 9606.X standart serisine göre, kaynak operatörlerinin yeterlilikleri ise TS EN ISO 14731 ve 14732 standartlarına göre onaylanır. Bu standartlar kaynakçı sınavlarına nezaret edilmesi, ilgili tahribatlı ve tahribatsız test sonuçlarının kontrol edilip, sonuçların uygun çıkması durumunda ilgili kaynakçılar için kaynakçı sertifikalarının yukarıda belirtilen standartlara göre hazırlanmasını kapsar. Kaynakçılar ilgili vasıflandırma (kalifikasyon) aralıklarına göre sertifikalandırılır. Bütün kaynakçıların ve kaynak operatörlerinin yeterlilik onaylama kayıtları üretici firma tarafından arşivlenmelidir.
TS EN ISO 3834.X standart serisine göre kaynakçıların ve kaynak operatörlerinin her üç seviye (TS EN ISO 3834.2, .3 ve .4 sırasıyla kapsamlı, standart ve temel kalite şartları) için mutlaka vasıflandırılmış (WQTR) olması gerekmektedir (Tablo 1.). Bununla birlikte, içi boş profillerin 60°’den küçük açılı tali bağlantıların kaynaklarını yapan kaynakçıların yeterlilikleri TS EN 1993.1 standardına göre özel deneyler yapılarak onaylanmalıdır.
3.2. pWPS – İlk Kaynak Prosedürü Şartnamesi
(İlk Kaynak Talimatı),
WPS – Kaynak Prosedürü Şartnamesi (Kaynak Talimatı),
WPQR – Kaynak Prosedürü Onay Raporu İşlemleri
pWPS: Preliminary Welding Procedure Specification
WPS: Welding Procedure Specification
WPQR: Welding Procedure Qualification Record
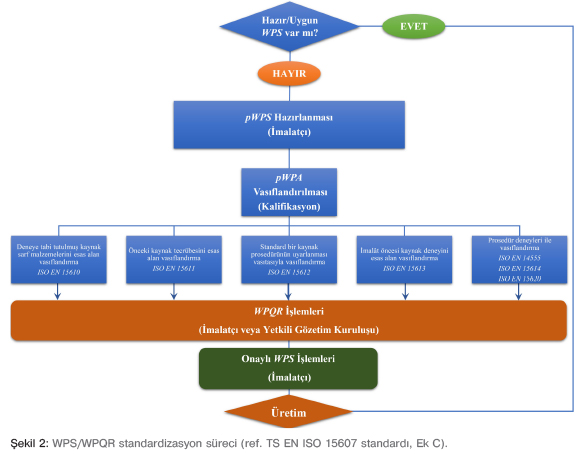
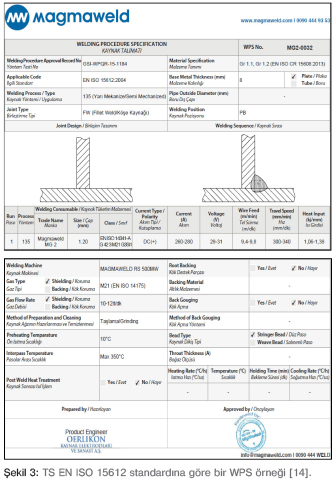
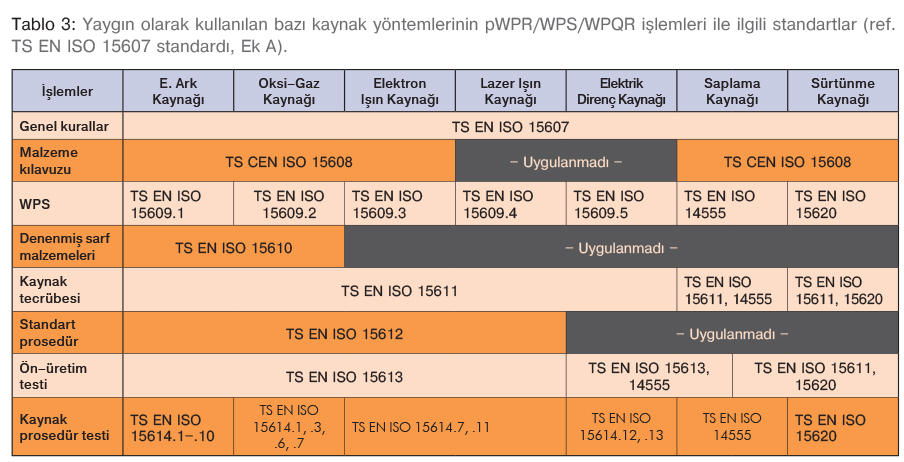
WPS/WPQR standardizasyon sürecinin işlem aşamaları Tablo 2’de verilmiştir. Bu süreç Şekil 2.’de diyagram olarak da görülmektedir. İlk aşamada bir kaynak prosedürü geliştirilir; yani pWPS formu hazırlanır. pWPS formu kaynaklı imalat sürecinde ilgili standartların kodlarına uygun olarak yapılması gereken talimatları kapsayan, ancak henüz onaylanmamış bir formdur. pWPS formları kaynak ağzı ayrıntısını, kaynak yöntemini, elektrot ve/veya kaynak teli tipini ve çapını, akım şiddetini (amper), gerilimi (volt), kaynak pozisyonunu, kaynak paso sayısını, ön ısıl işlem şartlarını ve diğer ön hazırlık bilgilerini içerir. Bu formdaki değişkenler/parametreler kaynak kalitesini direkt olarak etkiler. İmalatçı, istenen kaynak tekniği ile ilgili tecrübelerinden/bilgi birikiminden yararlanarak pWPS formunu hazırlar. pWPS formu vasıflandırılıp (kalifiye edilip) onaylandıktan (WPQR) sonra WPS veya onaylı WPS belgesi adını alır. Buradaki amaç belli bir kaynak uygulaması için seçilen kaynak yönteminin aynı şartlarda tekrar edilebilirliğini belirlemektir/onaylamaktır. Her bir pWPS formunun ilgili vasıflandırma (kalifikasyon) yöntemlerinden sadece birine göre onaylanmış olması yeterlidir (WPQR) [2].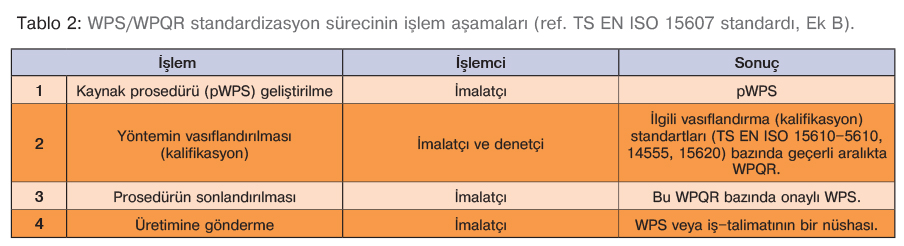
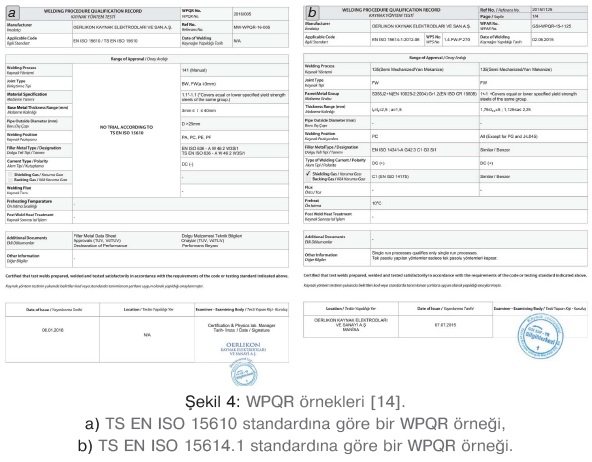
İkinci aşamada, geliştirilen kaynak prosedürü ilgili standartlar doğrultusunda vasıflandırılır (kalifiye edilir). Kaynak Yöntem Testi Onay Raporu (WPQR) ilgili standartlara göre yapılacak kaynağın kullanılan kaynak yöntemine, malzeme grubuna ve kaynak sarf malzemesine , vs. uygun olduğunu, proje standardı doğrultusunda ASME veya EN kodlarına göre kaynakların tahribatsız/tahribatlı testlerinin yapıldığını ve test sonuçların uygun olduğunu gösteren bir belgedir. WPQR belgeleri pWPS formunu vasıflandırmak (kalifiye etmek) için gereken tüm verileri içerir. Bu nedenle, her WPS belgesinin kendisini destekleyen bir WPQR belgesi olması gereklidir. Kısacası, WPS ve WPQR belgeleri gerekli tüm kaynak parametrelerini kapsayan, kaynak prosesini doğrulayan ve garanti altına alan belgelerdir. Bu belgelerin geçerliliği süresiz olup (geçerlilik süresi sınırsız), daha sonra tekrar kullanılabilir [2]. Şekil 3.’de WPS, Şekil 4.’de WPQR belgelerine ait örnekler görülmektedir.
TS EN ISO 15607 standardı uyarınca, WPQR–vasıflandırma (kalibrasyon) işlemlerinde “TS EN ISO 156010–15614.X – Metalik Malzemeler İçin Kaynak Prosedürlerinin Vasıflandırılması ve Şartnamesi” standartlar serisi kullanılır. Bu standartlar serisindeki vasıflandırma (kalifikasyon) yöntemlerinin avantaj ve dezavantajları Tablo 4.’de listelenmiştir.
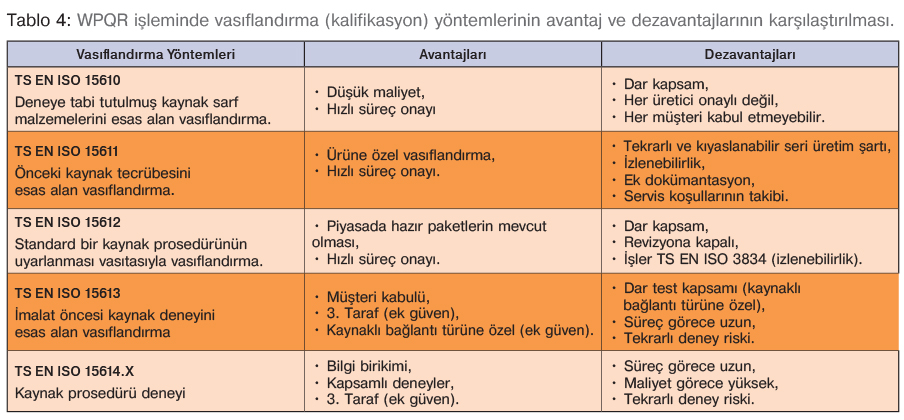
TS EN ISO 15610 – Deneye Tabi Tutulmuş Kaynak Sarf Malzemelerini Esas Alan Vasıflandırma
Bu standart kaynak için kullanılan dolgu ve yardımcı sarf malzemelerin tümünü kapsamaktadır. Sınırlamaları: Malzeme kalınlığı (t) 3–40 mm arasında olmalıdır (3 mm ≤ t ≤ 40 mm); boru kaynağı için boru çapı (D) 25 mm’den büyük olmalıdır (D > 25 mm); köşe kaynakları için boğaz kalınlığı (a) 3 mm ve daha fazla olmalıdır (a ≥ 3 mm); uygulanmasına izin verilen kaynak yöntemleri 111, 114, 131, 135, 136, 141, 15 ve 3; kaynak talimatları (WPS) onaylı kaynak dolgu malzemelerinin veri sayfalarına dayandırılmalıdır ve veri sayfaları bağımsız ve yetkili bir kurum tarafından yayımlanmış olmalıdır.
TS EN ISO 15611 – Önceki Kaynak Tecrübesini Esas Alan Vasıflandırma
Uygulama yapılmış olan çok sayıda kıyaslanabilir malzeme türü ve kaynaklı bağlantı çeşidi olması şartı vardır. Kaynaklı imalatın teknik gereklerini kapsayacak deneylerin tamamı (tahribatlı, tahribatsız, basınç, sızdırmazlık, vs.) güvenilir ve izlenebilir bir şekilde kayıt altında olmalıdır (geriye dönük en az 1 yıl). Kaynaklı parçaların servis koşulları altında en az 5 yıl süreyle takip edilir (aksi belirtilmedi ise).
TS EN ISO 15612 – Standard Bir Kaynak Prosedürünün Uyarlanması Vasıtasıyla Vasıflandırma
Kaynak imalatçılarına başka firmalara ait kaynak yöntem onayı çalışmalarını kullanabilme fırsatı verir. İmalatçı firmada TS EN ISO 14731 standardına göre kaynak gözetim personeli bulunmalıdır. TS EN ISO 3834.X standardının ilgili kısmının imalatçı firmada uygulanıyor olması gerekir. Kaynakçılar ve kaynak operatörleri sırasıyla TS EN ISO 9606–X ve TS EN ISO 14732 standartlarına göre belgeli/sertifikalı (WQTR) olmalıdır. İmalatçı firma ilgili WPQR belgesine göre tercihen 3. taraf onayı taşıyan yeni WPS düzenlemelidir. İlgili WPQR belgesindeki her değişiklik için yeniden vasıflandırma (kalifikasyon) işlemi yapılır ve izlenebilirlik gerektirir.
TS EN ISO 15613 – İmalat Öncesi Kaynak Deneyini Esas Alan Vasıflandırma
Şekil ve ölçü bakımından TS EN ISO 15614.X standardına uygun olmayan kaynaklı bağlantılarda kullanılır. TS EN ISO 15609.1 ve .2 standartlarına göre pWPS hazırlığı gerekir. Burada deney parçası, imalat şartları ve diğer özel koşullar (pozisyon, sınırlı erişim, gerilme koşulları, ısı etkileri, çentik durumu vs.) tekrar edilebilir olarak hazırlanmalı/belirlenmelidir. Gözle muayene (%100), yüzey çatlak muayenesi (penetrant sıvı veya manyetik partikül testleri, PT/MT), gerekirse sertlik testi ve makro inceleme değerlendirmeler içermelidir. Test verilerini içeren bir WPQR belgesi hazırlanmalıdır. Bu testler sadece ilgili kaynaklı bağlantıyı vasıflandırır (kalifiye eder).
TS EN ISO 15614.X – Kaynak Prosedürü Deneyi
Bu standart serisi malzeme guruplarına ve eritme kaynak yöntemine göre vasıflandırmayı (kalifikasyonu) tanımlar. Vasıflandırma (kalifikasyon) için gerekli testler (sayı, yöntem, numune alma, vs.) ön tanımlıdır. Uygulama standartlarına bağlı olarak ek testler yapılabilir. Isı girdisi temelli yaklaşım kullanılabilir.
4. SONUÇLAR
Optimum kalitede, uluslararası geçerlilikte ve belli şartlarda tekrarlanabilir kaynaklı imalat yapabilmek için elzem olan ve ilgili yönetmelik uyarınca yasal zorunluluk haline gelen standardizasyon süreci tanıtılmaya çalışılmıştır. Bu standardizasyon sürecinde, metal kaynak sektöründe yaygın olarak kullanılan WQTR – Kaynakçı/Kaynak Operatörü Onay Raporu, pWPS – İlk Kaynak Prosedürü Şartnamesi (İlk Kaynak Talimatı), WPS – Kaynak Prosedürü Şartnamesi (Kaynak Talimatı) ve WPQR – Kaynak Prosedürü Onayı gibi standardizasyon işlemleri hakkında bilgi verilmiştir.
5. REFERANSLAR
1. www.tdk.gov.tr/
2. www.tse.org.tr,
3. E. Temiz, “305/2011/AB Yapı Malzemeleri Yönetmeliğine Göre Çelik Yapı İmal Eden Fabrikaların Sistem 2+’ya Göre Fabrika Üretim Kontrol Sisteminin Belgelendirilmesinde Kaynak Kalite Şartları”, 9. Kaynak Teknol. Ulusal Kong. & Sergisi, 20–21.11.2015, Ankara, sf. 117–124.
4. S. Dilibal, D. Tansuğ, M. Koçak, “Robotlu, Mekanize ve Orbital Kaynak Uygulamalarında Operatör Eğitimi”, 9. Kaynak Teknol. Ulusal Kong. & Sergisi, 20–21.11.2015, Ankara, sf. 211–217.
5. K. Erçevik, “İmalat Sürecinde Kalite Sağlama Gereklerinin Yerine Getirilmesi ve Bu Konuda Çalışan Kaynak Personelin Üzerine Düşen Görevler”, 9. Kaynak Teknol. Ulusal Kong. & Sergisi, 20–21.11.2015, Ankara, sf. 219–228
6. M.S. Elhan, C. Özarpa, “Canlı Çelik Boru Hatlarında Hot–Tap Fitting Kaynakçı Belgelendirmesi”, 8. Kaynak Teknol. Ulusal Kong. & Sergisi, 18–19.11.2011, Ankara, sf. 37–51.
7. H. Daşcau, “New Requirements Regarding the Certification of Coordination and Inspection Personnel in the Field of Welding. Personnel Certification Systems Existing at European/International Level. Implementation in Romania”, Seria Tehnica, 62, 2, 113–119, 2010.
8. M. Urbanski, “Welding of Large Support Bracket Components (Type V) of Ship Propeller Shafts”, Welding International, 28, 9, 665–671, 2014.
9. S. Asa, Ş. Özcan, “Raylı Sistem Araçlarında Kaynak Uygulamaları”, 9. Kaynak Teknol. Ulusal Kong. & Sergisi, 20–21.11.2015, Ankara, sf. 17–28.
10. F. Paşaoğlu, “Zırh Çeliği Malzemelerine Ark Saplama Kaynağı”, 9. Kaynak Teknol. Ulusal Kong. & Sergisi, 20–21.11.2015, Ankara, sf. 81–88.
11. İ. Biner, “Kaynaklı Numunelerin Tahribatlı Testlerinin Güvenilirliği ve Cihaz Kalibrasyonu”, 9. Kaynak Teknol. Ulusal Kong. & Sergisi, 20–21.11.2015, Ankara, sf. 125–130.
12. E. Ergün, “Kaynak Teknolojisinde Revize Edilen Standartlar ve Getirdiği Yenilikler”, 10. Kaynak Teknol. Ulusal Kong. & Sergisi, 17–18.11.2017, Ankara, sf. 247–256.
13. X. Zhou, K. Wang, Y. Feng, Y. Huang, “Quality Management System of GMAW Based on Network” Int. Conf. on Computer, Information & Telecommunication Systems (CITS), 21–23 Temmuz 2017, Dalian–Çin, sf. 224–228.
14. E. Elöve, E. Arslan, “Magmaweld Veri Haberleşme Sistemi ve Dijital WPQR/WPS Çözümleri”, 10. Kaynak Teknol. Ulusal Kong. & Sergisi, 17–18.11.2017, Ankara, sf. 226–236
15. E. Gönül, B. Bayraktaroğlu, “Tahribatsız Muayene Personelinin Eğitimi ve ISO 9712’ye Göre Belgelendirmesi”, 10. Kaynak Teknol. Ulusal Kong. & Sergisi, 17–18.11.2017, Ankara, sf. 110–125.